Alegerea metodei de lipire pentru țevile din PEHD

Metode de lipire HDPE
Există mai multe metode de bază pentru lipirea țevilor HDPE. Sunt preferabile diferite metode pentru diferite condiții de lucru. Toți au argumente pro și contra, ceea ce complică adesea alegerea. Cu toate acestea, informații despre condiții specifice vor ajuta la determinarea tipului de lipire.
În multe cazuri, este foarte important să mențineți flexibilitatea întregii secțiuni atunci când instalați conducta. Orice element rigid, fără îndoire, poate complica funcționarea. În acest caz, sudarea cap la cap este cea mai bună alegere. Este destul de simplu de implementat și nu necesită componente scumpe.
Efectuarea lucrărilor în locuri greu accesibile este necesară lipire cu soclu. Vă va ajuta să conectați secțiunile conductei, chiar dacă acestea sunt absolut nemișcate una față de alta.
Metoda de electrofuziune va fi salvată atunci când o conexiune este planificată într-un spațiu foarte limitat. De asemenea, această metodă este considerată una dintre cele mai rapide, care poate fi un factor fundamental la alegere.
Important! Dacă piesele trebuie conectate pe durata oricărei lucrări și nu se presupune o conexiune permanentă, atunci este mai logic să nu folosiți lipirea, ci o conexiune detașabilă convențională.







concluzii
Lipirea țevilor din plastic este foarte diferită de cele metalice, dar cu o abordare serioasă nu este dificil să o faci corect cu propriile mâini.
Nici nu aveți nevoie de un set mare de echipamente specifice, lucrurile cele mai necesare pot fi pur și simplu împrumutate.
Prețul țevilor, care este de 32, care are un diametru de 100 mm, este atât de nesemnificativ încât nu va fi deloc scump să faci un stoc mic și să exersezi bine. Și când mâinile sunt pline, prăbușirea într-un sistem existent sau asamblarea unui nou nu va fi o problemă.
strojvannu.ru
Sudarea prin cap a țevilor din polietilenă

Sudarea cap la cap
Cel mai comun mod de aderare la HDPE este sudarea cap la cap. Este într-adevăr foarte economic și ușor de utilizat. În plus, oferă o resursă de conexiune suficientă. Metoda necesită echipamente specializate de sudură. Metoda este potrivită pentru acele locuri în care țevile se mișcă suficient de liber și unde este de dorit să se lase această flexibilitate.
Metoda poate fi utilizată pentru așezarea țevilor deschise, precum și în tranșee.
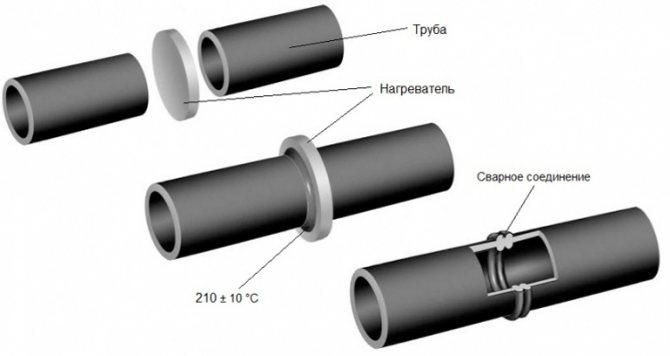
Procedura de sudare cap la cap:
- Cele două piese se încadrează într-un suport de sudură care ghidează piesele de lucru unul împotriva celuilalt fără deplasare.
- Mai mult, unitățile sunt fixate în suport cu cleme.
- Folosind o soluție de alcool, marginile trebuie curățate de diferiți contaminanți. Este recomandabil să folosiți materiale care nu lasă scame în urmă.
- Marginile sunt, de asemenea, prelucrate mecanic prin tundere. Li se oferă forma adecvată. Prelucrarea se efectuează până în acest moment, până când chipsurile apar cu o grosime mai mică de 0,5 mm.
- Apoi, masterul trebuie să verifice manual capetele pentru paralelism. Dacă apar goluri, procedura de tăiere se repetă.
- Elementul de încălzire încălzește simultan capetele produselor care urmează să fie îmbinate.
- De îndată ce marginile s-au topit puțin, încălzirea se oprește și produsele în sine sunt strâns legate între ele. Piesele sunt presate până când conexiunea are o rezistență suficientă. În majoritatea cazurilor, sunt suficiente 5-10 minute.
- După efectuarea lucrărilor, este necesar să inspectați cu atenție cusătura sudată și, de asemenea, să vă asigurați că conexiunea este puternică.

Prelucrarea finală
Calitatea finală a lipirii depinde foarte mult de calitatea lucrărilor preliminare.Marginile bine șlefuite și pregătite sunt mult mai bine sudate între ele. Astfel, se poate obține un rezultat foarte bun.
Important! Sudarea cap la cap trebuie efectuată cu o singură cusătură. În caz contrar, rezistența și durabilitatea conexiunii vor fi minime.








Sudarea prin priză a țevilor din HDPE

Sudare cu soclu
Sudarea cu soclu are o procedură diferită și un set diferit de materiale. Pentru a efectua lucrarea, cu siguranță veți avea nevoie de un fier de lipit pentru țevile din PEHD, precum și de un set de duze. Adesea, în astfel de îmbinări, se utilizează echipamente suplimentare, cum ar fi colțurile și excentricele. Conexiunea capetelor produselor se realizează după ce armăturile sunt atașate la acestea.
Lucrarea folosește un fier de lipit pentru țevile din polipropilenă, care conține mai multe piese metalice. Aceste părți încălzesc agregatele din plastic. Unul dintre ele este un dorn - un element special care este introdus în interiorul fitingului. Celălalt, manșonul, servește la încălzirea locului în sine.
Sudarea cuplajului necesită o pregătire specială. Trebuie să întreprindeți o serie de acțiuni pentru a contribui la îmbunătățirea calității conexiunii:
- Piesele de prelucrat trebuie tăiate și aliniate exact unul față de celălalt.
- Marginile trebuie curățate de murdărie și reziduuri de plastic.
- Acele conducte care nu sunt utilizate în prezent trebuie să fie înfundate pentru a evita blocajele.
- Este necesar să inspectați dispozitivul de lipit pentru a detecta murdăria sau reziduurile de plastic rezultate din lucrările anterioare. Curățați dacă este necesar.
După efectuarea tuturor lucrărilor pregătitoare, puteți începe implementarea acestei metode de sudare cu liniște sufletească. Ordin de implementare:
- Părțile care trebuie îmbinate sunt încălzite cu un fier de lipit la o anumită temperatură. De obicei, dispozitivul însuși monitorizează această temperatură, care la momentul potrivit va da un semnal pentru a opri încălzirea.
- Țeava este introdusă cu forța în manșon, iar fitingul este împins pe dorn. Adesea este necesar un efort destul de mare pentru realizarea acestor operațiuni. Este necesar să introduceți piesele până la capăt.
- Excesul de plastic va fi stors și va crea o margelă în formă de inel.
- Apoi ambele părți trebuie îndepărtate de pe sculă și conectate strâns între ele.
- După răcirea completă, puteți continua să lucrați la conectarea conductei.
Important! În timpul răcirii, este necesar să vă asigurați o odihnă completă a conexiunii. Orice impact în această etapă poate compromite etanșeitatea conexiunii.
Timpul de lipire poate fi găsit în standardele în care acest timp este indicat în funcție de diametrul pieselor.
Conectarea conexiunii
De asemenea, trebuie să ne amintim că este necesar să se aplice forță atunci când se conectează conducta și se montează numai până când piesele se odihnesc. Dacă continuați să influențați, puteți rupe integritatea conexiunii, ceea ce va provoca consecințe negative în viitor.
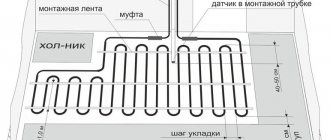
Instalare prin sudare
Stabilirea comunicațiilor în acest mod are loc în următoarea secvență:
- După ce o bucată de țeavă de dimensiunea necesară este tăiată cu ajutorul foarfecelor speciale, un șanț este îndepărtat de la marginea sa la un unghi de 45 de grade. Citiți cum să tăiați o țeavă la 45 de grade pentru a o face perfectă.
- Piesa pregătită a produsului este instalată pe duza de fier de lipit, la fel se procedează și cu racordul de conectare, care este plasat pe a doua duză.
- Apoi piesele sunt încălzite la o temperatură prestabilită, de obicei aproximativ 270 de grade, după care sunt îndepărtate rapid din duze și conectate.
- Apoi, locul de andocare ar trebui să se răcească câteva minute. Forțat, această procedură nu ar trebui făcută, deoarece acest lucru va afecta cel mai negativ calitatea cusăturii.
- Conform documentației proiectului, este necesar să stabiliți comunicații, conectând într-o anumită ordine toate conductele din PE cu fitinguri și radiatoare de încălzire. Lipirea se finalizează la ieșirea cazanului de încălzire.
- După ce sistemul este umplut cu apă, unitatea de încălzire este pornită. Toate îmbinările sunt verificate cu atenție pentru scurgeri. Dacă totul este în ordine, presiunea este setată pe cazan și aerul este eliberat din radiatoare.
Sudarea prin electrofuziune

Sudarea prin electrofuziune
Un tip special de sudură cu soclu, care constă în utilizarea de echipamente speciale. Această conexiune ajută la obținerea rezistenței și durabilității ridicate a structurii finite. Metoda este realizată cu ajutorul cuplajelor electrice, care au deja elemente de încălzire în interior.
Pot fi utilizate fitinguri cu elemente de încălzire interioare. Spiralele încălzesc materialul, făcându-l flexibil. Apoi cele două părți sunt unite și se asigură o conexiune monolitică fiabilă.
Instrumentele pentru acest tip de sudură sunt mult mai scumpe, dar sunt mult mai bune din punct de vedere funcțional. Utilizarea manșoanelor de electrofuziune asigură că nu există margele inelare în partea interioară și asigură un pasaj bun al apei. Un alt avantaj este că această metodă nu necesită utilizarea directă a echipamentelor de sudură. Acest lucru ajută la efectuarea lucrărilor în condiții de îngustare.
Procedura de sudare prin electrofuziune:
- Părțile care trebuie îmbinate sunt tăiate în locurile potrivite.
- Capetele produselor, precum și cuplajul electric, sunt curățate de contaminare.
- Urmele corespunzătoare sunt lăsate pe suprafață pentru a ajuta la determinarea adâncimii de inserție a cuplajului.
- Cu ajutorul firelor, electromagnetul este conectat la echipamentul de sudură.
- Pe dispozitiv, comandantul apasă butonul pentru a începe sudarea, care va începe să încălzească elementele.
- De îndată ce procesul se încheie. Dispozitivul va opri încălzirea singur.
- După aproximativ o oră, conexiunea se va răci complet și poate fi pusă în funcțiune.

Capace de capăt
Înainte de a începe sudarea, capetele țevilor neutilizate sunt cel mai bine acoperite cu dopuri speciale pentru a evita răcirea.
Este important să păstrați piesele într-o poziție rigidă în timpul sudării. Acest lucru se poate face folosind suporturi speciale sau suporturi. Sudura finală nu trebuie să fie mai groasă de 0,5 grosime de perete.
Montare soclu
Trebuie remarcat faptul că în documentele interne nu veți găsi standarde pentru efectuarea lipirii cu soclu. Este descris numai în standardele europene DVS 2207-15. Instrucțiuni pas cu pas, cum se sudează țevi din HDPE cu cuplaje:
- Înainte de a începe munca, va trebui să pregătiți comunicarea. Pentru aceasta, suprafața exterioară este curățată de diverși contaminanți: praf, grăsime. Acest lucru se poate face cu o cârpă umedă și o soluție de alcool sau un amestec special. Se vinde în magazinele de instalații sanitare;
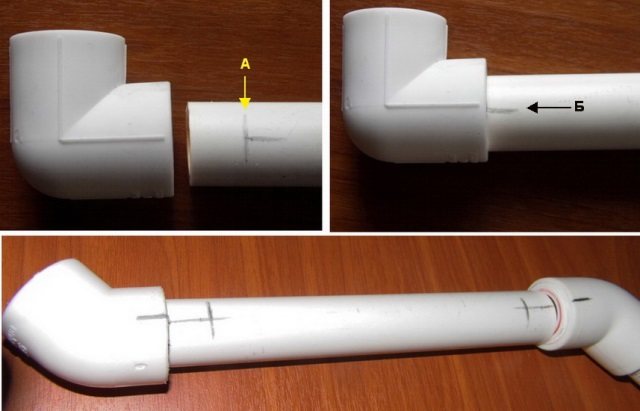
- După ce îmbinarea este pusă în ordine. Densitatea fixării depinde de netezimea tăieturii. Ar trebui să mergeți de-a lungul capătului țevii cu șmirghel sau să o curățați cu un ziar mototolit. După îmbinarea țevii, HDPE este tăiat pentru a forma un șanț de 1 mm la 45 de grade, acest lucru este foarte important pentru fixarea strânsă; Foto - andocare
- Apoi, trebuie să instalați coturile în cuplaj. Este împărțit în două jumătăți: prima este pusă pe țeavă (aceasta este mandrina), iar a doua secțiune este introdusă în a doua (aceasta este manșonul). Trebuie remarcat faptul că punerea pe manșon trebuie începută numai după ce unealta a fost încălzită; Foto - conexiune
- Duza preîncălzită este introdusă în comunicație cât mai repede posibil, după care a doua ramură este introdusă în ea;
- Trebuie să mutați segmentele foarte atent, dar rapid, altfel puteți supraîncălzi polietilena. Dacă totul este făcut corect, atunci plasticul lichid va începe să iasă de sub cuplaj.
După terminarea încălzirii și sudării, trebuie să scoateți manșonul și să fixați țevile pe o suprafață solidă.
Flansele sunt chiar mai ușor de lucrat.Sunt conexiuni filetate pentru instalare. În consecință, la un capăt al comunicației, este tăiat un fir în care elementul este înșurubat și o țeavă este deja pusă pe el. Îmbinarea este încălzită cu un uscător de păr sau un ambreiaj.
Foto - flanșă PND
Echipamente și unelte necesare

Instrumente
Țevile de lipit din HDPE sunt imposibile fără utilizarea unui număr de dispozitive speciale. Cel mai important lucru în acest caz este mașina de sudat. Este un dispozitiv special care conține un element de încălzire. Suporturile pentru diferite atașamente se îndepărtează de acest element. Aceste duze sunt folosite pentru a topi materialul.
Sudarea cap la cap a țevilor din polietilenă necesită, de asemenea, componente speciale de măsurare și centrare. Sunt necesare pentru fixarea clară a produselor una față de cealaltă.
De obicei, aparatele de gătit nu sunt utilizate acasă. Acestea sunt utilizate în industrie, precum și de instalatorii profesioniști. Acest lucru se datorează complexității crescute a unor astfel de lucrări și riscului de scurgeri. Dar, uneori, o astfel de muncă poate fi făcută manual. La urma urmei, dacă respectați reguli simple, atunci toate riscurile vor fi reduse la minimum.
Împreună cu un fier de lipit, pentru muncă ar putea fi nevoie:
- ruletă;
- tăietor profesional de țevi;
- mijloace pentru degresare și curățare a suprafețelor;
- marker pentru a pune jos semne.
Foarfecele sau un tăietor de țevi vin adesea cu un fier de lipit, deci probabil nu va trebui să-l achiziționați separat.
Pentru sudarea cu mufă, veți avea nevoie și de un set separat de fitinguri de diferite dimensiuni. Acestea pot fi cuplaje drepte sau unghiulare, robinete, distribuitoare sau tee.
Alte instrumente de lipire a țevilor sunt, de asemenea, uneori folosite pentru a-l ajuta pe meșter să facă treaba cât mai eficient posibil.
Scop

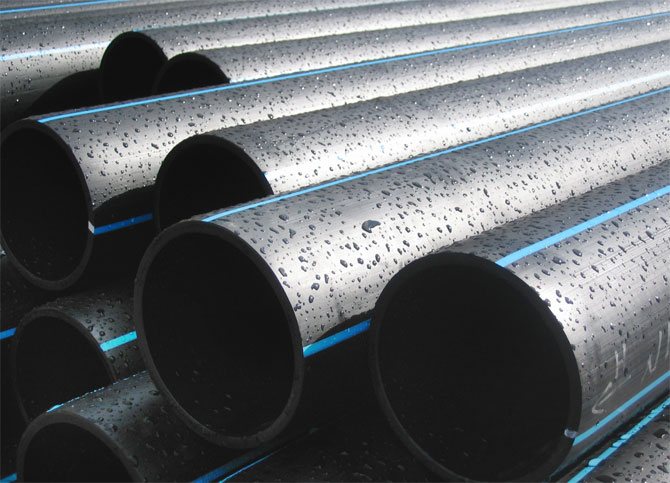
Conductă
Instalarea personalizată a țevilor din polietilenă este în puterea oricărui profan. Principalul lucru este să respectați instrucțiunile producătorilor. Când cumpărați orice țeavă, uitați-vă la aspectul acesteia: trebuie să fie curată și uniform colorată, fără a deteriora materialul. Nu sunt permise deformări mecanice sau zgârieturi.
Se folosesc țevi din polietilenă:
- la instalarea sistemului de alimentare cu apă rece;
- construcții de canalizare;
- în drenaj și jgheab.
Nu utilizați țevi din polietilenă pentru alimentarea cu apă caldă sau în sistemul de încălzire - acestea nu tolerează temperaturi peste + 40 ° C. În plus, este imposibil să asamblați și să operați astfel de țevi în încăperi unde temperatura este sub + 5 ° C. La rece, polietilena își pierde din plasticitate și flexibilitate, astfel încât etanșeitatea se poate rupe.
Cum se lipesc țevile din polipropilenă în locuri greu accesibile

Locuri greu accesibile
Punctele de sudură greu accesibile sunt de obicei spații de tavan, puncte în colțuri și spații restrânse în care mașinile de lipit autonome nu pot fi instalate.
Problema poate fi rezolvată folosind un cârlig care poate susține greutatea mașinii de lipit. Un instrument este suspendat pe el și se lucrează în această poziție. De asemenea, în condiții de constrângere, îmbinările electrofuzive sunt utilizate pe scară largă. Acestea nu necesită instalarea unei mașini de sudat în imediata apropiere a pieselor de sudat. Se folosesc doar fitinguri de lipit țevi HDPE, care sunt conectate la dispozitiv folosind fire.
Dacă țevile de sudat sunt foarte apropiate unele de altele, atunci se utilizează metoda alternării încălzirii capetelor. În primul rând, un capăt este încălzit la o temperatură mai mare decât este necesar. Apoi a doua parte se încălzește, cât mai repede posibil.
Important! Uneori este necesar să lipiți două țevi fără a le schimba lungimea. Apoi vor ajuta fitingurile pivotante, care vor ajuta la lipirea țevilor în diferite planuri și apoi la conectarea acestora.
Lipirea în colțuri se efectuează cu o atenție sporită la toate măsurătorile. Este foarte important aici să mențineți un unghi drept, astfel încât fluxul de fluid să nu fie perturbat. Sunt utilizate cuplaje cu unghi de virare de 90 de grade. În general, metodele de sudare sunt identice cu secțiunea dreaptă convențională. Se recomandă achiziționarea de cuplaje și țevi de la același producător. Acest lucru face posibilă obținerea unei potriviri mai bune a materialelor care trebuie lipite.




Caracteristicile instalării țevilor din polietilenă reticulată

Instalarea conductelor XLPE
Produsele din așa-numita polietilenă reticulată pot fi utilizate în conductele de apă caldă sau în sistemele de încălzire. Este un polimer de înaltă densitate expus la iradierea electronilor. Sub influența lor, lanțurile moleculare creează o singură structură tridimensională.
Spre deosebire de polietilena convențională, acest material este extrem de rezistent la temperaturi și presiuni extreme. În absența tensiunii mecanice, este capabil să funcționeze în intervalul de la -120 la + 120 ° C.
Țevile sunt instalate în două moduri:
- fitinguri de compresie;
- folosind fitinguri de presare pentru țevi din plastic.
În primul caz, nu sunt necesare unelte speciale la asamblarea cu propriile mâini. Tot ce aveți nevoie sunt tăietoare de plastic și două chei.
Procedură:
- O piuliță de sertizare este filetată pe un capăt al țevii cu un fir către capătul liber.
- Apoi, inelul despicat este pus și conducta este împinsă până la capăt pe armătură.
- Piulița de sertizare este strânsă cu o cheie.
Fitingurile de presare sau fitingurile de presare sunt dintr-o singură piesă și necesită un instrument de presare.
La asamblare:
- Pe conductă se pune un manșon de prindere.
- Introduceți o extensie cu diametrul corespunzător în țeavă până la capăt.
- Mânerele expansorului sunt coborâte fără probleme și fixate timp de câteva secunde.
- Fitingul este condus până la oprire.
- Manșonul este presat cu o mână sau o presă hidraulică.
Sunteți adesea implicat în instalarea țevilor din polietilenă și cunoașteți toate complexitățile conexiunii lor. Împărtășiți-vă cunoștințele cititorilor noștri lăsând comentarii la articol.