Cum se face o țeavă din tablă - faceți-o singură țevi de tablă
Constructorii de case încearcă să găsească cele mai multe opțiuni bugetare pentru a rezolva problemele. Prin urmare, întrebarea cum să faci o țeavă din tablă cu propriile mâini este relevantă pentru mulți meșteri amatori. La urma urmei, un produs tubular de casă din tablă poate fi destul de comparabil cu jgheaburile sau carcasele care se află pe rafturile magazinelor specializate.

Prin urmare, trebuie să aflați mai multe despre procesul de fabricare a unei țevi de tablă, care are caracteristici precum produsele din fabrică.


Caracteristicile materialului sursă
Înainte de a începe să faceți o țeavă dintr-o foaie de metal, ar trebui să vă familiarizați cu materialul din care va fi realizată conducta și cu caracteristicile acesteia. Pentru început, merită spus că acestea sunt produse de tip laminare, cu alte cuvinte, staniu este o foaie de oțel care a trecut prin rolele unei laminare și are o grosime de 0,1-0,7 mm.
În plus față de operațiunile de laminare, tehnologia de fabricație a tablelor de tablă implică tratarea produselor laminate finite de la formarea proceselor corozive. Pentru a face acest lucru, după laminare se aplică un strat de material pe oțel, care nu este supus coroziunii.

Rezultatul acțiunilor efectuate este o tablă de oțel, a cărei lățime poate varia de la 512 la 1000 mm, cu o acoperire cu crom sau zinc. Produsul finit este din plastic, astfel încât staniul poate fi ușor manipulat. În acest caz, rigidizatoarele laminate pot fi comparate ca rezistență cu produsele din oțel. Acest lucru permite utilizarea tablei în fabricarea produselor cu design complex.
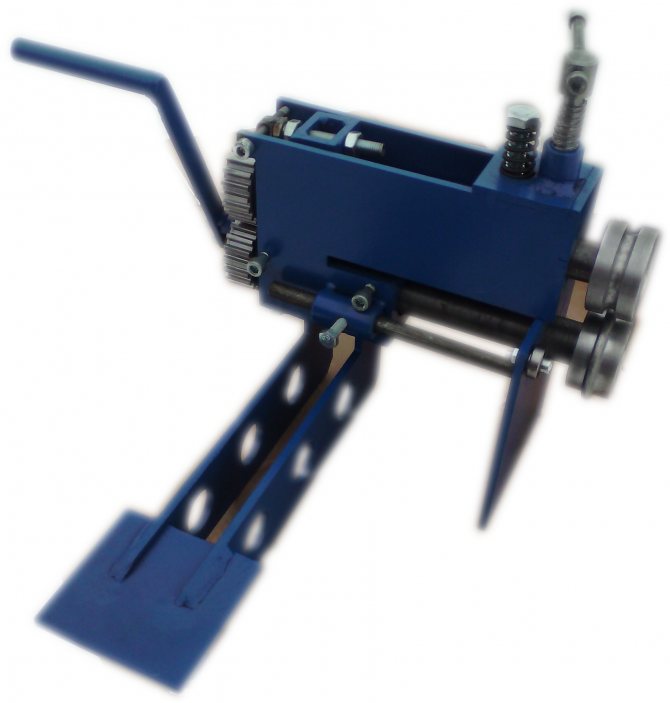
Mașină de fabricat jgheab | PKP STANBOX
Producem un set complet pentru fabricarea țevilor de drenaj din oțel zincat. De asemenea, pe aceste mașini, puteți realiza coate, pâlnii și alte elemente ale sistemului de drenaj din zincat. În plus, un set de mașini este utilizat la fabricarea coșurilor de fum, a elementelor de ventilație, a carcaselor izolatoare ale rețelei de încălzire.
Scurtă descriere a lucrării:
- Pe dispozitivul de îndoire, îndoim pliul culcat
- Folosind rolele, înfășurăm cilindrul viitoarei țevi
- Intrăm în faldul obținut anterior și mașina de cusut o rulează până la starea unei cusături sigilate
- O mașină de evazare vă va permite să rulați rigidizări, îngustând (ondulație) și să creați creste pentru asamblarea pâlnilor și a genunchiului
Mașină de pliat

Balamalele masive și o grindă de îndoire grea fac posibilă producerea unei îndoiri uniforme și precise a rabatului, de care depinde calitatea cusăturii pe tubul descendent. Toate îndoitoarele pliabile sunt fabricate din oțel 09g2s, ceea ce le reduce semnificativ uzura. De asemenea, mașina este utilizată pentru îndoirea nervurilor jgheabului, precum și a altor elemente de fixare la fabricarea elementelor de drenaj.
Role manuale

O mașină pentru rularea țevilor și a altor elemente de jgheab cu un arbore superior în consolă retras în lateral pentru îndepărtarea ușoară a țevii laminate. Rolele din această serie au mecanica mișcării rapide a arborilor, ceea ce mărește viteza de lucru pe mașină, iar comenzile situate pe o parte a mașinii simplifică munca, crescând astfel productivitatea.
Consolă pliabilă

Sedimentarul permite lucrul rapid, deoarece clema este realizată cu o singură mișcare a pârghiei - excentricul. Designul special al trunchiului superior garantează o presiune suficientă asupra metalului și etanșeitatea completă a cusăturii supărătoare. În plus, cusătura de cusătură poate fi utilizată pentru cusătura marginii foii îndoite cu 180 de grade (muchia întărită).
Mașină de pliere manuală
Perforare manuală cu un set complet de role (flanșă, nervuri de rigidizare și ondulație) pentru efectuarea operațiunilor de perle pe toate elementele sistemului de drenaj. De asemenea, puteți comanda role pentru tăierea metalului și puteți folosi o zigmachine ca tăietor de foi - tăietor circular.
Pe toate mașinile noastre, ansamblurile rotative predispuse la frecare (jante de arbori, role, excentricele mobile etc.) sunt realizate pe lagăre, ceea ce elimină necesitatea lubrifierii permanente, elimină jocul și garantează o rotație ușoară pe toată durata de viață a mașinii.
De asemenea, puteți comanda mașini echipate cu e-mail. antrenare mecanică.
De obicei, utilajele sunt întotdeauna disponibile, expediate din atelier. Vă rugăm să contactați, vă vom arăta diferitele opțiuni pentru un set complet.
valci.ru
Instrumente necesare
Lista instrumentelor și dispozitivelor necesare pentru realizarea țevilor de coș galvanizate cu propriile mâini se datorează proprietăților staniu, în special moliciunii și plasticității. Prelucrarea acestui tip de material nu necesită aplicarea unor eforturi speciale, care sunt necesare pentru lucrul cu materiale din foi.
Prin urmare, în producția de țevi de tablă pentru un coș de fum, este necesar următorul set de instrumente:
- Foarfece pentru tăierea metalului. Acest instrument vă ajută să tăiați cu ușurință materialul de foi în bucățile dorite, deoarece cea mai mare grosime a foii atinge 0,7 mm.
- Ciocan cu cap moale. Puteți utiliza, de asemenea, un ciocan de lemn, ciocan sau unealtă din oțel cu o mână de cauciuc moale. Cu toate acestea, ultima opțiune este utilizată foarte atent sau deloc luată, deoarece poate provoca deformarea unei foi subțiri de tablă și poate distruge întreaga lucrare.
- Cleşte. Cu ajutorul acestui instrument, ei rezolvă problema cum să îndoiți o țeavă din tablă, deoarece este din oțel, deși este subțire, prin urmare, este imposibil să o îndoiți cu mâinile.
- Masă de artizanat. Acest dispozitiv este necesar la tăierea materialului și la aplicarea marcajelor.
- Element de calibrare. Poate fi un produs tubular cu un diametru de peste 10 centimetri, precum și un colț cu margini de 7,5 centimetri. Aceste elemente trebuie să fie bine fixate, deoarece nituirea articulației cap la cap va fi realizată pe suprafața lor.
În plus față de aceste instrumente, ar trebui să pregătiți o riglă sau o bandă măsurătoare și un marker, care este o tijă de oțel cu o margine ascuțită.
Etapa a III-a. Pregătim elemente de drenaj
Deci, acum să ne dăm seama dacă decideți să achiziționați o foaie zincată și să construiți un canal de scurgere pentru casa dvs. Lucrul cu oțel zincat nu este dificil, deoarece stratul său de protecție este suficient de rezistent la abraziune și daune, astfel încât astfel de piese pot fi ușor îndoite și chiar supuse la impacturi. Principalul lucru este să eviți zgârieturile adânci în timpul lucrului, atât.
Cel mai ușor mod de a tăia jgheaburi industriale zincate este cu o pila cu dinți fini - un ferăstrău cu ferăstrău sau un ferăstrău metalic special. Și pentru a face găuri mici, utilizați foarfece metalice speciale. Dar aici există un punct: pentru jgheaburile galvanizate, nu puteți utiliza un polizor unghiular ca un polizor, deoarece încălzește oțelul și distruge învelișul zincat.
Semifabricatele trebuie făcute în avans - acestea sunt șabloane pentru toate elementele jgheabului. De exemplu, pentru o pâlnie, acesta este un segment al unui inel, iar pentru o țeavă, este un dreptunghi. Mai mult decât atât, puteți face față cu ușurință tuturor acestor lucruri, iar mașinile industriale sau de casă vă vor face procesul mai ușor. Astăzi, puteți achiziționa un echipament de îndoire destul de divers pentru această afacere, de exemplu, îndoitoare cu plăci cu role sau o mașină de îndoit, sau chiar grinzi rulante:
Acestea sunt elementele pe care va trebui să le faceți:
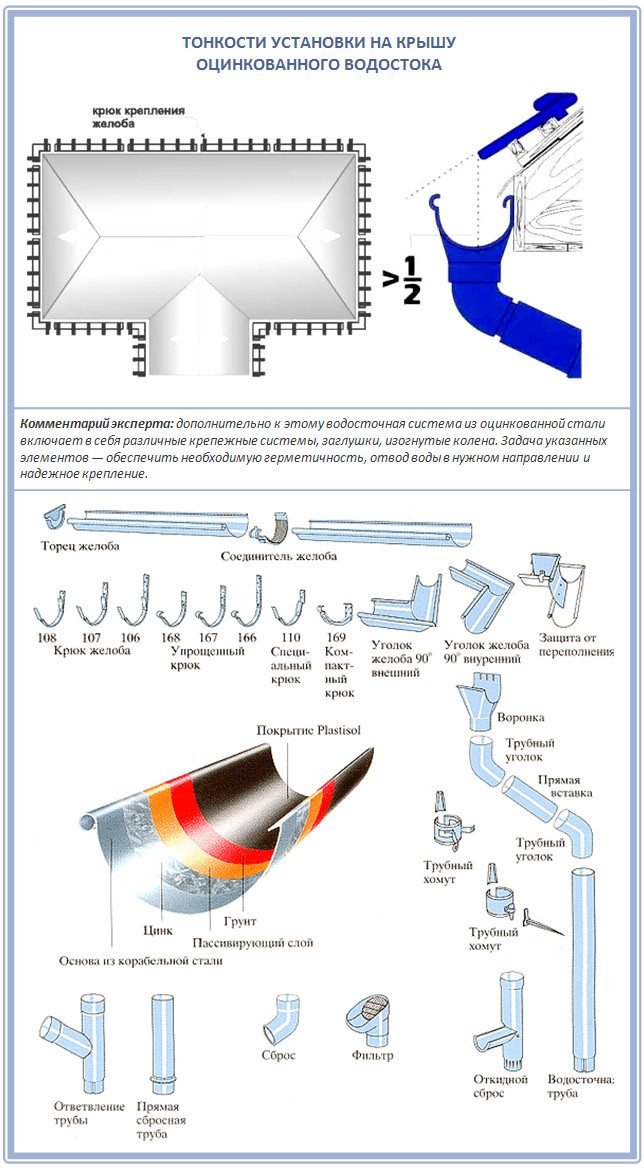
Sau chiar să vă limitați la o opțiune atât de ingenioasă, care are dreptul la viață pentru o mică casă de țară sau o clădire de grădină:

Și pentru a crea un sistem de drenaj de înaltă calitate din acest material, nu aveți nevoie de atât de mult:
- foi de fier zincat, de aproximativ 0,7 mm grosime;
- foarfece obișnuite pentru metal;
- ciocan, ciocan și clește.
Realizați toate produsele închise pentru jgheaburi zincate cu o îmbinare a cusăturii. Aceasta este o încuietoare în care sunt conectate faldurile și este suficient de strânsă. Cel mai simplu mod de a face acest lucru va fi să faceți o singură pliere cu un aspect simplu la margini și cu două pliuri. Dacă doriți să faceți ceva mai complicat, atunci îndreptați pliurile în direcții opuse. Pentru burlane, este suficientă o cusătură cu o lățime a cusăturii de 4 până la 10 mm, deci nu complicați întregul proces. Apropo, aproape toate jgheaburile zincate sunt conectate prin metoda pliată. Prin urmare, puteți realiza în siguranță colțuri și tee de orice pantă, unghi și configurație.
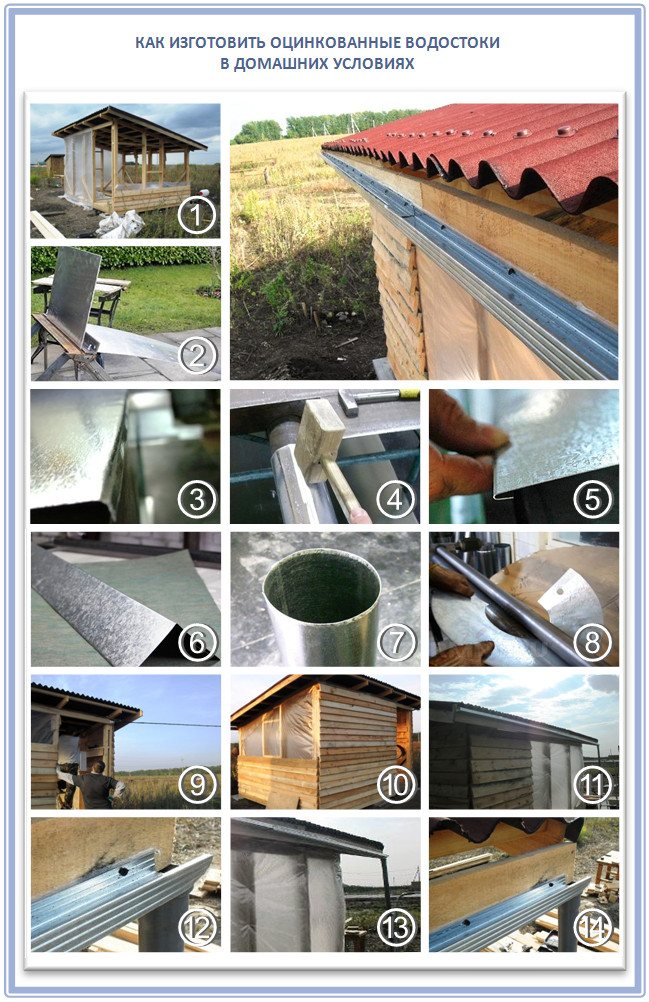
Iată una dintre cele mai populare metode de realizare a elementelor de jgheab zincat:
- Pasul 1. Luați în considerare cu atenție foaia zincată: trebuie să fie uniformă, cu o suprafață uniformă și margini prelucrate. Și, când începeți să faceți proiectul viitorului dvs. sistem de drenaj, conturați separat toate elementele de care aveți nevoie. După aceea, puneți foaia zincată pe o suprafață dură și desenați un model al piesei viitoare cu un obiect ascuțit.
- Pasul 2. Dacă lucrați la realizarea unei țevi, atunci lățimea modelului ar trebui să fie egală cu diametrul viitor al produsului plus 12 centimetri pe fiecare parte pentru cusătură. De asemenea, măriți lungimea scurgerii cu câțiva centimetri. Acum, cu foarfece de metal, decupați piesa de prelucrat, conturați pliul pliului și îndoiți marginile cu un ciocan. Pentru aceasta, va fi suficient doar o jumătate de centimetru.
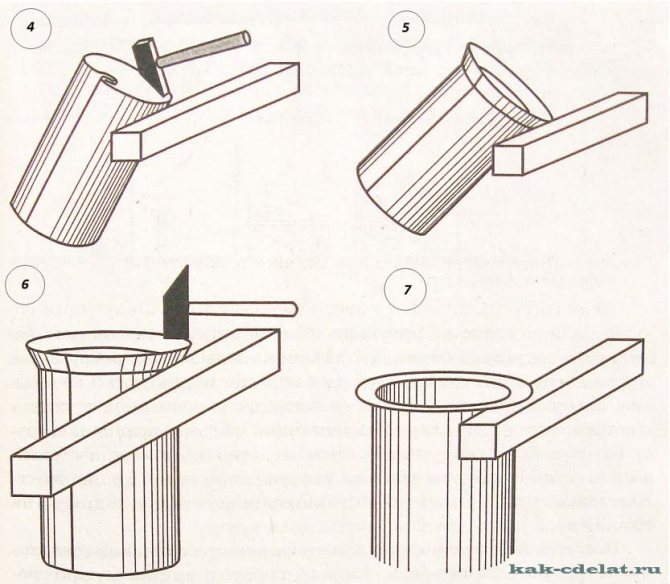
- Pasul 3. Acordarea piesei dvs. de prelucrare a formei unui burlan va fi ușor: înfășurați-o în jurul unui obiect cu forma dorită, de exemplu, o țeavă de plastic.
- Pasul 4. Acum tăiați jgheaburile și țevile cu un ferăstrău metalic. Toate bavurile trebuie curățate temeinic cu un fișier simplu, altfel vor interfera cu etanșarea îmbinărilor de drenaj.
- Pasul 5. Pur și simplu înfășurați marginile benzilor pe un colț de oțel, apoi rulați foaia și fixați-o cu un ciocan.
- Pasul 6. Acum faceți o pliere în formă de L și fixați tivul în încuietoare. Asigurați această margine atingând marginile cu un ciocan. Doar urmați toate măsurile de precauție pentru a nu fi răniți sau tăiați de marginile ascuțite ale cositorului.
Iată și un bun exemplu de jgheab simplu din oțel zincat:
Singura dificultate pe care va trebui să o întâmpinați este andocarea elementelor auto-realizate între ele. Pentru a face acest lucru, corectați ușor marginea scurtă a foii înainte de a o ondula, astfel încât să se dovedească subțiată cu câțiva milimetri.
Iată o altă instrucțiune practică pentru lucrul cu acest material:
- Pasul 1. Pentru țeavă, trebuie să tăiați un martor dintr-o foaie solidă, pe o parte la 3,40 metri și pe cealaltă la 3,30 metri.
- Pasul 2. Acum realizăm cusături pentru țeavă pe ambele părți. Pentru a face acest lucru, pe un colț metalic, îndoiți pur și simplu marginile pliantelor cu 7 mm cu un ciocan și îndoiți-le în direcții diferite una de cealaltă la un unghi de 90 de grade.
- Pasul 3. Întoarceți piesa de prelucrat cu colțurile îndoite în sus și folosiți un ciocan pentru a atinge acest unghi la 130-150 de grade.
- Pasul 4. Ca rezultat, piesa de prelucrat ar trebui să iasă la doar 1 cm de colț și să o atingă cu un ciocan pe toată lungimea colțului. Faceți aceste greve astfel încât să fie puternice și încrezătoare. Ciocanul dvs. ar trebui să se întindă exact pe planul colțului și, în același timp, să nu devieze nici la dreapta, nici la stânga, pentru a nu deteriora cusătura.
- Pasul 5. Acum strângem piesa de prelucrat în jurul unei alte țevi și unim cusăturile. După aceea, piesa de prelucrat este lovită cu un ciocan în punctul de aderență până când colțurile sunt complet încrucișate.
- Pasul 6. Tăierea țevii finite în elemente separate vă va ajuta să deschideți cutia cea mai obișnuită, destul de ciudat. Doar după tăiere, curățați marginile.
Dacă ați făcut totul corect, piesele dvs. ar trebui să se potrivească cu ușurință cu alte elemente ale sistemului de jgheaburi, chiar și cu cele fabricate din fabrică.
Etapa pregătitoare
În primul rând, se aplică marcaje pe foaia de tablă, de-a lungul căreia va fi tăiat semifabricatul. Cu alte cuvinte, partea necesară este tăiată dintr-o anumită foaie de metal, din care se va forma conturul viitoarei țevi. Procesul de marcare se desfășoară după cum urmează: tabla este așezată pe un banc de lucru și un segment egal cu lungimea țevii este măsurat de la marginea superioară. Aici un semn este făcut de un marker.

Apoi, folosind un pătrat, se trasează o linie de-a lungul acestui semn perpendicular pe marginea laterală. Acum, de-a lungul acestei linii, circumferința țevii, la fel se face de-a lungul marginii superioare. În același timp, se adaugă aproximativ 1,5 cm de-a lungul ambelor margini pentru a forma marginile de îmbinare. Marcajele superioare și inferioare sunt conectate și piesa de prelucrat este decupată.
Pentru a determina circumferința, puteți utiliza o măsurătoare cu bandă sau puteți aminti cursul de geometrie școlară.
Cum se face un corp de țeavă din tablă
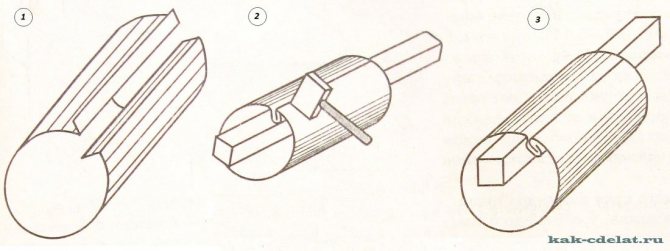
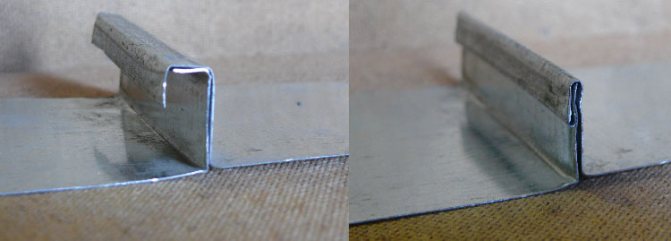
Scopul acestei etape este de a forma profilul conductei. O linie este trasată pe lungimea piesei de prelucrat în partea de jos și de sus, de-a lungul căreia pliurile vor fi îndoite. În acest caz, se măsoară 5 mm pe o parte și 10 mm pe cealaltă. Pliurile trebuie să fie îndoite la un unghi de 90 0. Pentru a face acest lucru, piesa de prelucrat este așezată pe un colț de oțel, aliniat linia de pliere cu marginea colțului. Lovind marginea cu un ciocan, îndoiți-o spre partea perpendiculară a colțului.
Se recomandă îndoirea produsului treptat, trecând cu un ciocan pe toată lungimea sa. În acest caz, puteți începe să vă îndoiți cu clești.

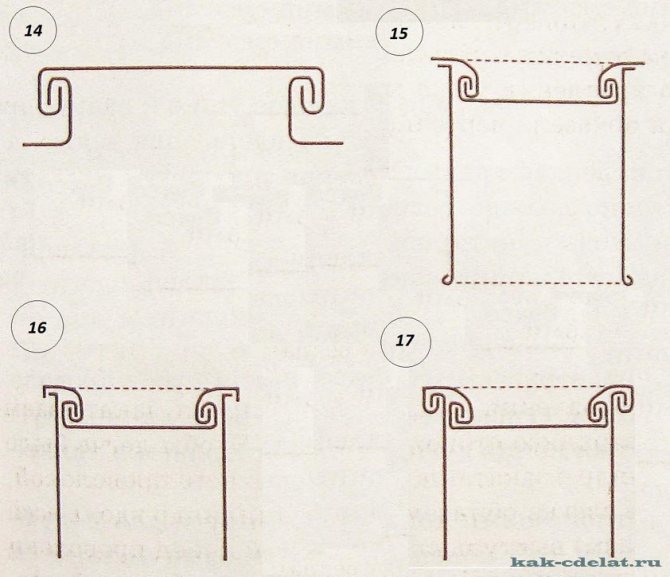
Acum, la fald, a cărui dimensiune este de 10 mm, încă o faltă este făcută pentru a forma un fel de literă G. În procesul de pliere a faldului, trebuie să vă asigurați că faldul superior este paralel cu piesa de prelucrat și lungimea sa este de 5 milimetri. Prin urmare, atunci când trageți o linie de pliere, pe o parte măsurați 0,5 cm o dată, iar pe cealaltă parte - de două ori 0,5 cm fiecare.
Fixarea fundului galvanizat
Principalul material în fabricarea fundului va fi tablă zincată. Cea mai potrivită opțiune ar fi o lungime adecvată a foii pentru dimensiunile cadrului bărcii. Dacă nu este posibil să cumpărați fier de această dimensiune, atunci puteți lua două foi, dar pot apărea unele dificultăți în timpul construcției bărcii. Principalele acțiuni la efectuarea unei astfel de lucrări sunt:
- Decupați o bucată de oțel zincat de-a lungul fundului bărcii. Pentru a face acest lucru, conturul poate fi conturat cu un marker și tăiat.
- Aplicați etanșant cu o linie dreaptă pe părțile inferioare ale părților laterale, un fir special este așezat pe el. Dacă nu există nici unul, nici celălalt, atunci totul poate fi înlocuit cu vopsea și tractare. Aceste acțiuni vor împiedica scurgerea bărcii.
- Deasupra punem zincat.
- Îl fixăm cu șuruburi autofiletante cu o șaibă de presare sau cuie (1,8x32). Trebuie să începeți fixarea de la mijloc la margini. Distanța este de aproximativ 2-5 cm între legături.
- Fierul galvanizat, deasupra, este tăiat și bătut cu un ciocan.
- Apoi, trebuie să întăriți nasul. Facem acest lucru și cu ajutorul staniu.
Vă recomandăm să citiți: Ce caracteristici are barca pilot?

Lucrările ulterioare constau în lăcuirea și uscarea bărcii. Uscarea se efectuează întotdeauna la umbră. Dacă doriți, puteți proteja fundul de coroziune, acesta este acoperit cu vopsea în ulei în mai multe straturi.
YouTube a răspuns cu o eroare: Limita zilnică a fost depășită. Cota va fi resetată la miezul nopții, ora Pacificului (PT). Puteți să vă monitorizați utilizarea cotelor și să ajustați limitele în consola API: //console.developers.google.com/apis/api/youtube.googleapis.com/quotas?project=361189687205
Prelucrarea îmbinării cusăturii
Etapa finală implică prelucrarea cusăturii, adică sertizarea acesteia. Pentru a face acest lucru, partea superioară a pliului în formă de L este pliată în jos, înfășurând marginea celuilalt pli. Rezultatul ar trebui să fie un fel de sandviș perpendicular pe țeavă. Pentru a obține o sudură cap la cap, trebuie să apăsați sandwich-ul pe produs.

Pentru o fiabilitate mai mare, cusătura capului este întărită cu nituri. Cu toate acestea, țevile din staniu de tip „do-it-yourself” folosind această metodă de îmbinare nu au nevoie de armături suplimentare.
Cum se face o țeavă din tablă - faceți-o singură țevi de tablă
Constructorii de case încearcă să găsească cele mai multe opțiuni bugetare pentru a rezolva problemele. Prin urmare, întrebarea cum să faci o țeavă din tablă cu propriile mâini este relevantă pentru mulți meșteri amatori. La urma urmei, un produs tubular de casă din tablă poate fi destul de comparabil cu jgheaburile sau carcasele care se află pe rafturile magazinelor specializate.
Prin urmare, trebuie să aflați mai multe despre procesul de fabricare a unei țevi de tablă, care are caracteristici precum produsele din fabrică.
Caracteristicile materialului sursă
Înainte de a începe să faceți o țeavă dintr-o foaie de metal, ar trebui să vă familiarizați cu materialul din care va fi realizată conducta și cu caracteristicile acesteia. Pentru început, merită spus că acestea sunt produse de tip laminare, cu alte cuvinte, staniu este o foaie de oțel care a trecut prin rolele unei laminare și are o grosime de 0,1-0,7 mm.
În plus față de operațiunile de laminare, tehnologia de fabricație a tablelor de tablă implică tratarea produselor laminate finite de la formarea proceselor corozive. Pentru a face acest lucru, după laminare se aplică un strat de material pe oțel, care nu este supus coroziunii.
Rezultatul acțiunilor efectuate este o tablă de oțel, a cărei lățime poate varia de la 512 la 1000 mm, cu o acoperire cu crom sau zinc. Produsul finit este din plastic, astfel încât staniul poate fi ușor manipulat. În acest caz, rigidizatoarele laminate pot fi comparate ca rezistență cu produsele din oțel. Acest lucru permite utilizarea tablei în fabricarea produselor cu design complex.
Mașină de rulat pentru țevi de profil în producție și acasă + video
Structurile metalice sunt întotdeauna foarte populare datorită rezistenței lor, ca urmare a faptului că o mașină de rulat pentru o țeavă de profil nu va rămâne în gol la nicio plantă și nici nu va face rău acasă.
1 Ce este o laminor pentru producerea unui tub profilat
O frumoasă unitate de rafturi moderne, o scară din aluminiu, o seră într-o economie suburbană, un vizor peste ușă - toate acestea sunt cel mai adesea realizate din profile metalice. Pot fi dreptunghiulare (inclusiv pătrate), poligonale și ovale, ca să nu mai vorbim de țevi circulare. Aceste produse din oțel și aluminiu sunt produse pe laminare speciale. Indiferent de forma și calibrul secțiunii transversale, producția de profile poate fi realizată într-un ciclu complet, adică de la materii prime la produse finite sau numai prin sertizare la rece a unei țevi rotunde convenționale.
Vă recomandăm să vă familiarizați
Tehnologia formării produselor din lingouri sau chiar cu pre-turnare se realizează pe linii industriale mari, în care piesa de prelucrat trece prin mai multe etape de prelucrare. În astfel de producție, turnare și laminare, sunt implicate linii continue reversibile cu un singur suport sau multi-stand, precum și laminare la rece. Toate unitățile de mai sus sau doar unele dintre ele pot fi implicate într-un singur complex industrial. Dacă turnarea nu este prevăzută la începutul procesului tehnologic, lingourile metalice sunt utilizate ca materii prime.
Multe structuri metalice nu necesită rezistență specială, iar profilele pentru acestea nu trebuie să fie realizate cu proprietăți prestabilite, cum ar fi un grad ridicat de elasticitate sau rezistență ridicată la tracțiune. În acest caz, va fi suficient să se producă produse din oțel și aluminiu prin laminare la rece în role dintr-un tub circular. O linie similară poate fi asamblată într-o cameră mică, iar pentru produsele de dimensiuni mici, o moară separată poate fi instalată cu ușurință într-un atelier de acasă într-o zonă suburbană. Principalul lucru este că nu există locuințe în apropiere, deoarece zgomotul rezultat din prelucrarea metalelor prin compresie este destul de puternic.
2 Cum funcționează mașina de laminat cu tuburi de profil
Să luăm în considerare diferitele secvențe de procesare a unei piese de prelucrat înainte de a o transforma într-un profil finit.Să începem procesul de turnare și laminare, când imediat după mașină pentru turnarea centrifugă continuă a unei bucăți cu pereți groși, este instalată o moară cu role, care începe să formeze un cilindru de turnare gol când intră în matriță. Această tehnologie asigură utilizarea unei temperaturi reziduale ridicate a produsului. Astfel de linii se numesc linii înflorite, din care se desprind piese de prelucrare pentru o laminare mai precisă, care sunt pre-tăiate la dimensiunea necesară cu foarfece mecanice sau ferăstrău.
O mașină de rulare continuă pentru producția de țevi fără formă este o linie de un număr de unități, în care un lingou sau un cerc de oțel este alimentat ca materie primă, ale cărui dimensiuni sunt introduse în desene. Prin utilizarea rolelor elicoidale încrucișate pe o moară de perforare, se creează o cavitate în piesa de prelucrat, ca urmare a căreia se obține un produs intermediar - un manșon. Un diametru interior uniform se formează prin intermediul unei duze pe o mandrină de calibrare cu rulare externă periodică intermitentă pe o moară conformată.
O altă metodă de realizare a țevilor este sudarea lor prin cuptor dintr-o bandă de metal. Laminat inițial într-o rolă, este derulat la intrarea în linia de producție, sudat la sfârșitul celei anterioare deja implicat în procesul tehnic și trimis la moară prin cuptorul cu gaz. Acolo, banda este rulată într-un tub, trecând 12 role, fiecare pereche fiind combinată cu un ecartament. Când marginile virajelor sunt conectate, metalul, încălzit în cuptor la 1350 grade, este sudat singur. Ferăstraie mecanice împart produsul finit în secțiuni, care sunt calibrate și trimise la următoarea moară cu role care zdrobesc pereții până se formează profilul dorit.
Cea mai simplă opțiune sunt produsele laminate la rece din țevi rotunde gata făcute. De fapt, aceasta este ultima etapă implicată separat a procesului tehnic descris anterior, cu singura diferență că țevile metalice gata făcute cu tăietură inelară sunt achiziționate inițial ca materii prime. Rolele cu forma adecvată a locașului sunt instalate în rânduri în perechi, fiecare rând rotindu-se în direcția opusă. În general, o astfel de unitate ocupă puțin spațiu, iar cele mai mici modele pot fi instalate într-un atelier de acasă.
Pentru o laminor, mai întâi de toate, aveți nevoie de o bază fiabilă, fixată la un banc de lucru greu sau direct la o podea de beton, astfel încât mecanismul să nu se miște în timpul funcționării.
Instrumente necesare
Lista instrumentelor și dispozitivelor necesare pentru realizarea țevilor de coș galvanizate cu propriile mâini se datorează proprietăților staniu, în special moliciunii și plasticității. Prelucrarea acestui tip de material nu necesită aplicarea unor eforturi speciale, care sunt necesare pentru lucrul cu materiale din foi.
Prin urmare, în producția de țevi de tablă pentru un coș de fum, este necesar următorul set de instrumente:
- Foarfece pentru tăierea metalului. Acest instrument vă ajută să tăiați cu ușurință materialul de foi în bucățile dorite, deoarece cea mai mare grosime a foii atinge 0,7 mm.
- Ciocan cu cap moale. Puteți utiliza, de asemenea, un ciocan de lemn, ciocan sau unealtă din oțel cu o mână de cauciuc moale. Cu toate acestea, ultima opțiune este utilizată foarte atent sau deloc luată, deoarece poate provoca deformarea unei foi subțiri de tablă și poate distruge întreaga lucrare.
- Cleşte. Cu ajutorul acestui instrument, ei rezolvă problema cum să îndoiți o țeavă din tablă, deoarece este din oțel, deși este subțire, prin urmare, este imposibil să o îndoiți cu mâinile.
- Masă de artizanat. Acest dispozitiv este necesar la tăierea materialului și la aplicarea marcajelor.
- Element de calibrare. Poate fi un produs tubular cu un diametru de peste 10 centimetri, precum și un colț cu margini de 7,5 centimetri.Aceste elemente trebuie să fie bine fixate, deoarece nituirea articulației cap la cap va fi realizată pe suprafața lor.
În plus față de aceste instrumente, ar trebui să pregătiți o riglă sau o bandă măsurătoare și un marker, care este o tijă de oțel cu o margine ascuțită.
Etapa pregătitoare
În primul rând, se aplică marcaje pe foaia de tablă, de-a lungul căreia va fi tăiat semifabricatul. Cu alte cuvinte, partea necesară este tăiată dintr-o anumită foaie de metal, din care se va forma conturul viitoarei țevi. Procesul de marcare se desfășoară după cum urmează: tabla este așezată pe un banc de lucru și un segment egal cu lungimea țevii este măsurat de la marginea superioară. Aici un semn este făcut de un marker.
Apoi, folosind un pătrat, se trasează o linie de-a lungul acestui semn perpendicular pe marginea laterală. Acum, de-a lungul acestei linii, circumferința țevii, la fel se face de-a lungul marginii superioare. În același timp, se adaugă aproximativ 1,5 cm de-a lungul ambelor margini pentru a forma marginile de îmbinare. Marcajele superioare și inferioare sunt conectate și piesa de prelucrat este decupată.
Cum se face un corp de țeavă din tablă
Scopul acestei etape este de a forma profilul conductei. O linie este trasată pe lungimea piesei de prelucrat în partea de jos și de sus, de-a lungul căreia pliurile vor fi îndoite. În acest caz, se măsoară 5 mm pe o parte și 10 mm pe cealaltă. Pliurile trebuie să fie îndoite la un unghi de 90 0. Pentru a face acest lucru, piesa de prelucrat este așezată pe un colț de oțel, aliniat linia de pliere cu marginea colțului. Lovind marginea cu un ciocan, îndoiți-o spre partea perpendiculară a colțului.
Se recomandă îndoirea produsului treptat, trecând cu un ciocan pe toată lungimea sa. În acest caz, puteți începe să vă îndoiți cu clești.
Acum, la fald, a cărui dimensiune este de 10 mm, încă o faltă este făcută pentru a forma un fel de literă G. În procesul de pliere a faldului, trebuie să vă asigurați că faldul superior este paralel cu piesa de prelucrat și lungimea sa este de 5 milimetri. Prin urmare, atunci când trageți o linie de pliere, pe o parte măsurați 0,5 cm o dată, iar pe cealaltă parte - de două ori 0,5 cm fiecare.
După finalizarea formării pliurilor, puteți trece la formarea corpului țevii. Pentru aceasta, o foaie goală este așezată pe un element de calibrare și lovită cu un ciocan sau cu un alt instrument adecvat pentru a obține un profil de o anumită formă. Piesa prelucrează mai întâi o formă de U și apoi devine rotundă. În acest caz, pliurile trebuie unite între ele.
mașini de îndoit coșuri și țevi
Metal Master vă oferă o gamă largă de utilaje cu coș manual. Echipamentul vândut se distinge prin fiabilitate, manopera și costuri reduse.
Pe perioada lungă a muncii noastre (12 ani), am primit o mulțime de feedback pozitiv de la clienți mulțumiți.
Video: recenzie a mașinii de îndoit coșul de fum
Video: prezentare generală a rolelor de îndoire a țevilor
Vă vom ajuta să găsiți o mașină de îndoit decentă pentru realizarea coșurilor de fum. Mai jos vi se vor oferi sfaturi practice, după ce ați ascultat ceea ce puteți alege cea mai bună opțiune de echipament pentru producția dvs.:
- Selectați unitatea cu o marjă. Ar trebui să permită prelucrarea metalului cu o grosime de 30-50 la sută;
- Studiați cu atenție caracteristicile tehnice ale mașinii. Trebuie să știți exact forma pieselor metalice pe care urmează să le fabricați în următorii câțiva ani. Ce echipament este necesar, staționar sau mobil? Totul depinde de locul de instalare;
- Aveți nevoie de opțiuni suplimentare pentru lucrări de calitate (lamele cu role, mese de sprijin)?
Dacă aveți nevoie de o mașină mobilă pentru un atelier de reparații sau un șantier, atunci cea mai bună soluție ar fi să cumpărați o mașină de îndoit tabla manuală, care nu este acceptabilă.
Greutatea unui astfel de echipament nu depășește 250 kg., Grosimea tablelor poate varia de la 0,63 mm la 1,5 mm, lungimea foii (1040 mm până la 2050 mm).
Mașinile de îndoit foi Metal Master din seria LBM și LBA sunt perfecte pentru rezolvarea problemelor tehnologice într-un spațiu de producție limitat. Munca în atelier necesită o tehnologie fiabilă și durabilă, cum ar fi mașinile de îndoit manuale cu alezaj complet.
Prezența unor tampoane speciale lustruite vă va permite să lucrați cu metal care are un strat de vopsea și lac sau polimer.
Pentru a produce o îndoire de înaltă precizie a tablelor și pentru a crea un produs în formă complexă din aceasta, de exemplu, cum ar fi un coș de fum, veți avea nevoie de o mașină de îndoit segmentar (ajustarea ușoară a presiunii foii, prezența unui compensator de arc, nu există restricții cu privire la adâncimea avansului gol).
Transmisie ONLINE din sala de demonstrații Metal Master
metalmaster.ru
Prelucrarea îmbinării cusăturii
Etapa finală implică prelucrarea cusăturii, adică sertizarea acesteia. Pentru a face acest lucru, partea superioară a pliului în formă de L este pliată în jos, înfășurând marginea celuilalt pli. Rezultatul ar trebui să fie un fel de sandviș perpendicular pe țeavă. Pentru a obține o sudură cap la cap, trebuie să apăsați sandwich-ul pe produs.
Pentru o fiabilitate mai mare, cusătura capului este întărită cu nituri. Cu toate acestea, țevile din staniu de tip „do-it-yourself” folosind această metodă de îmbinare nu au nevoie de armături suplimentare.
Cum să faci o țeavă zincată cu propriile mâini?
Puteți achiziționa în mod liber țevi galvanizate, dar costul unor astfel de produse este destul de ridicat, astfel încât dorința de a realiza o țeavă zincată cu propriile mâini este dictată, în primul rând, de considerații economice.
În același timp, fabricarea țevilor galvanizate nu necesită eforturi speciale, dispozitive și scule speciale scumpe și un fel de cunoștințe profesionale, astfel încât orice meșter de casă poate face față acestui lucru, în arsenalul căruia există un set de tâmplărie standard instrumente.
Procesul de asamblare a cadrului
După pregătirea tuturor pieselor pentru barcă, trecem la procesul direct de asamblare a ambarcațiunii din oțel zincat și plăci cu propriile mâini. Pentru a face acest lucru, trebuie să faceți următoarele:
Vă recomandăm să citiți: Care sunt caracteristicile bărcii Riviera?
- În arc, este necesar să combinați două laturi și un martor triunghiular pentru arc. Cuie sau șuruburi autofiletante pot fi utilizate ca elemente de conectare. Dacă blocul iese deasupra părților laterale, atunci trebuie tăiat într-un singur nivel.
- Următorul pas este instalarea unui distanțier temporar. Acest proces trebuie abordat cu atenție. Astfel încât la îndoirea părților laterale să nu se spargă, distanțierul este așezat la un unghi nu prea mare.
- După instalarea distanțierului, este necesar să îndoiți laturile în continuare. O frânghie sau o pereche de ajutoare vor face treaba.
- Înlocuim partea din spate, reglăm, scoatem șanțul necesar. Este necesar să se potrivească bine pentru a nu lăsa goluri. Totul ar trebui să se potrivească perfect.
- După ce am terminat potrivirea, ciocănim părțile laterale și am văzut toate proeminențele.
- După ce laturile sunt asamblate, instalăm tije permanente în timp ce le îndepărtăm pe cele temporare. Cât de multe detalii de setat depinde de preferința proprietarului.
Înainte de a fixa piesele din lemn cu cuie sau șuruburi autofiletante, merită să găuriți în prealabil găurile cu un burghiu. Această metodă previne crăparea plăcilor.
Etapa finală a asamblării structurii din lemn va fi șanfrenarea părților inferioare ale laturilor, distanțierii și acoperirea unui strat antiseptic de protecție.
Caracteristicile țevilor zincate
Țevile metalice zincate sunt utilizate pentru echiparea coșurilor de fum; sunt populare datorită greutății lor ușoare și, prin urmare, ușurinței de instalare. Coșurile de fum galvanizate nu necesită construirea unei fundații, iar acest lucru reduce semnificativ costul echipamentelor de coș.

Astfel de țevi îndeplinesc standardele de siguranță la incendiu, rezistând la temperaturi de până la 900 °, astfel încât pot fi utilizate chiar și pentru extragerea fumului din cazanele și sobele de încălzire cu combustibil solid.
De asemenea, țevile zincate în construcția locuințelor sunt utilizate pentru echiparea jgheaburilor. Astfel de țevi sunt deja destul de accesibile din punct de vedere al costurilor, dar în același timp procesul poate fi chiar mai ieftin prin utilizarea produselor fabricate manual.
Construcția produselor zincate
Producătorii produc modificări ale circuitului simplu și dublu al acestor coșuri de fum.
Produsele din oțel zincat cu un singur circuit sunt adesea instalate în interiorul casei sau căptușite cu zidărie.

Pentru a evita formarea condensului, acesta trebuie izolat. Nu se recomandă utilizarea coșurilor de fum monocircuit din oțel zincat fără izolație.
Poate fi plasat singur într-un grătar sau zonă de grătar.
Modificarea cu dublu circuit (țevi galvanizate sandwich) este denumită astfel datorită celei multistrat. Se compune din trei componente, două conducte interioare și exterioare, care sunt izolate cu vată minerală sau altă izolație refractară.
Acest design se încălzește rapid, ceea ce activează funcționarea dispozitivelor de încălzire și minimizează cantitatea de umiditate care se acumulează pe pereți.
Având preferința unei țevi sandwich galvanizate, putem vorbi despre un aspect estetic care se încadrează armonios în designul general al exteriorului. În plus față de tehnologia descrisă mai sus, structurile sunt create din așa-numitul oțel negru.
Aceste țevi sandwich galvanizate presupun că țeava instalată în interior va fi din oțel obișnuit.
Țevile sandwich cu coș galvanizat sunt utilizate în case cu cazane de încălzire, sobe sau șeminee. Este, de asemenea, cea mai bună opțiune pentru băi și saune.
Deoarece dispozitivul băii diferă de o casă obișnuită, pentru a menține o temperatură ridicată în camera de aburi, se folosește o structură sandwich, iar spațiul dintre ele este umplut cu vată minerală, care este o izolație termică a unei compoziții ecologice. și în același timp nu este supus focului la temperaturi ridicate.
De ce aveți nevoie pentru a face o țeavă zincată
Acasă, pentru a face o țeavă zincată, aveți nevoie de o foaie de tablă; materialul nu necesită eforturi speciale datorită moliciunii și ductilității sale.
Staniul este fabricat industrial din tablă de oțel subțire cu grosimea de 0,1 până la 0,7 mm pe mașinile de laminat, după care acestea sunt acoperite cu un strat protector anticoroziv de crom, staniu sau zinc. În cele din urmă, piesele sunt tăiate la dimensiuni standard, cu o lățime cuprinsă între 512 mm și 2000 mm.

Rezistența acestor produse nu este în niciun fel inferioară omologilor din oțel, mai ales dacă materialul are rigidizări suplimentare, dar în același timp este foarte plastic și vă permite să montați manual conducte de formă complexă. Acoperirea anticorozivă protejează conducta de mediul extern.
Problema unor astfel de țevi este rezistența la îndoire insuficientă, prin urmare, pentru fabricarea pieselor deschise, rigidizatorii sunt introduși în structură pentru a întări produsul.
- o gamă largă de astfel de țevi de diferite dimensiuni este prezentată în magazine: cu un singur circuit;
- circuit dublu (realizat sub formă de sandwich și format dintr-o țeavă interioară și exterioară);
- ondulat, caracterizat prin flexibilitate crescută.
Notă! La domiciliu, este posibil din punct de vedere tehnic să se realizeze doar o conductă cu un singur circuit.
La alegerea grosimii foii, scopul țevii trebuie luat în considerare. De exemplu, o țeavă zincată pentru îndepărtarea gazelor arse de pe sobele și șemineele cu combustibil solid trebuie să aibă o rezistență crescută la temperaturi ridicate și, în același timp, proprietăți anticorozive ridicate.
Este important! Cu cât temperatura mediului de lucru este mai mare, cu atât pereții conductelor trebuie să fie mai groși.
Instrumente
Pentru lucru, sunt necesare unelte speciale pentru a îndoi, măsura corect unghiul de îndoire și tăia țeava la lungimea dorită.




Selectarea produsului
Durabilitatea scurgerii depinde de materialul produsului. Trebuie să fie durabil și rezistent la iritanții externi, cum ar fi temperatura, precipitațiile și lumina soarelui.
Următoarele cerințe sunt îndeplinite în mod corespunzător:
- Cink Steel. Aceasta este o opțiune bugetară care nu este durabilă. La îndepărtarea gheții, structura poate fi ușor deteriorată cu o rangă.
- Plăci metalice acoperite cu polimer. Materialul tolerează bine temperaturile extreme, nu se corodează datorită stratului de acoperire. Cu toate acestea, nu are proprietăți de izolare fonică.
- Tabla de otel cu vopsea ca protectie. Acesta din urmă este distrus de solicitări mecanice, prin urmare, un astfel de dig trebuie actualizat periodic.
- Plastic. Acest material este rezistent la coroziune, lumină UV și precipitații acide. În ploaie, practic îneacă zgomotul.
- Cupru și aliaje de titan. Opțiunea este cea mai fiabilă și durabilă, dar costă mai mult decât cele similare.
Aproape toate opțiunile implică o alegere a culorii. În orice caz, ar trebui să acordați atenție parametrilor elementelor. Deci, dacă suprafața pantei este mai mică de 250 mp metri, apoi pentru jgheabă este suficientă o lățime de 125 mm, iar pentru o țeavă cu diametrul de 90 mm. În alte cazuri, merită să alegeți big data.
Instrucțiuni pentru fabricarea țevilor zincate
Mai întâi de toate, trebuie să marcați foaia de fier, aplicând linii de pliere pe o parte de 5 mm, pe cealaltă de două ori câte 5 mm fiecare, pliul pe o parte ar trebui să fie mai lat decât a doua pentru a forma un cusătură în viitor. Îndoiți foaia la un unghi de 90 ° pe ambele părți folosind un colț și un clește.

Este important! Forma ar trebui să fie pliată treptat, deplasându-se de la o margine la alta de-a lungul liniei de pliere.
Apoi, întorcând piesa de prelucrat, se formează pliuri, unghiul este ajustat la 135-140 °, atingând marginile cositorului cu un ciocan sau cu un ciocan cu un percutor moale, pentru a nu deteriora materialul produsului. După formarea pliurilor, puteți trece la formarea țevii în sine.
Atașați piesa de prelucrat la șablonul de dimensionare pentru ao forma și atingeți-o din nou până când faldurile se unesc.
Marginea lată este din nou îndoită paralel cu planul produsului la un unghi de 90 °.
Ultima etapă este de a uni capetele împreună cu o cusătură plană folosind un ciocan.
Aliniați faldurile, îndoiți partea orizontală a celei de-a doua falduri, înfășurând prima fald cu ea, apoi îndoiți această cusătură, apăsând-o strâns pe planul țevii.
În plus, puteți întări îmbinarea cu nituri metalice folosind o mașină de sudat, deși cel mai adesea țevile galvanizate conectate cu o cusătură plană nu necesită armături suplimentare.
Documente normative
Să începem cu cele mai secrete și misterioase, faptul este că pentru acest tip de materiale nu au propriul standard. Așa se dovedește, produsul în sine a existat și a fost produs de multă vreme, dar GOST pentru o țeavă metalică zincată nu există.
Notă! De mult timp, producția de țevi zincate a fost realizată în conformitate cu standardul pentru țevile metalice, de la care a fost împrumutată gama de produse.
De fapt, materialele zincate sunt fabricate în conformitate cu următoarea documentație:
- Fabricarea țevilor metalice în conformitate cu GOST 3262 75;
- Țevi galvanizate longitudinal sudate electric conform GOST 10704 91.
Dacă este clar cu primul standard, atunci este complet neclar de ce al doilea GOST este utilizat pentru o țeavă zincată? Acest lucru este suficient de ușor de explicat. Faptul este că conductele sunt de obicei expuse la acțiuni externe agresive care duc la coroziune, în special, țevile sudate longitudinale sunt cele mai potrivite pentru rezolvarea acestei probleme, adicăau un preț scăzut, dar în același timp sunt protejate remarcabil de coroziune.
Notă! Nu există interdicții privind producția de astfel de materiale - nu este necesară o zincare cu rezistență ridicată și cu pereți groși, de tip spirală sau fără sudură. Iar instalatorul poate efectua zincarea la rece după terminarea lucrării.