



Aparat pentru lipirea țevilor din polipropilenă - selecție și tehnologie de utilizare
Mașină de lipit pentru țevi din polipropilenă
Adesea, atunci când efectuați reparații în casă, devine necesară înlocuirea conductelor de alimentare cu apă. În marea majoritate a caselor vechi, distribuția apei a fost realizată folosind conducte metalice. Cu toate acestea, industria modernă produce o gamă largă de țevi din plastic, care s-au dovedit deja fiabile, durabile și ușor de instalat. Cel mai bun mod de a conecta o conductă de plastic este sudarea acesteia. Pentru a construi un sistem fiabil și sigilat, este necesar să se utilizeze un aparat pentru lipirea țevilor din polipropilenă.
Video - Instrucțiuni pentru lipirea țevilor din polipropilenă folosind o mașină de sudat
Caracteristicile și echipamentele de lipit
Fierul de lipit pentru țevile de propilenă este similar ca proiectare și principiu de funcționare cu un fier de călcat obișnuit, diferă doar prin formă și scop.
Părțile principale sunt un termostat și un element de încălzire puternic, precum și un mâner ergonomic, suport și duze înlocuibile pentru diferite diametre ale țevilor.
Poregulatorul asigură menținerea unei anumite temperaturi, deoarece polipropilena supraîncălzită sau subrăcită nu va asigura o conexiune de înaltă calitate în timpul procesului de lipire. Un alt scop al termostatului este de a proteja elementul de încălzire de supraîncălzire. Conform designului său, elementul de încălzire poate fi de două tipuri - rotund (duzele sunt strânse pe el) și plat sub formă de talpă de fier cu găuri pentru atașarea duzelor. A doua opțiune este mai populară.
Duzele pentru diferite diametre ale țevilor sunt incluse în kit, iar numărul lor poate fi diferit pentru diferite seturi, aici depinde deja de dvs. Pot fi achiziționate separat, dacă este necesar. Atașamentele au o acoperire specială care împiedică lipirea PP. Unele truse conțin și foarfece speciale pentru tăierea țevilor de propilenă. Acesta este un instrument necesar pentru instalare, deci dacă kitul dvs. nu le include, atunci trebuie să le achiziționați cu siguranță. De regulă, un fier de lipit este vândut într-o cutie metalică convenabilă pentru transportul și depozitarea tuturor pieselor sale.
Acest instrument este proiectat să funcționeze pe o sursă de alimentare de 220 volți. Rata de încălzire depinde de puterea fierului de lipit. Pentru a lucra cu țevi cu diametrul de 16 până la 63 mm, este suficient să aveți un fier de lipit cu o putere de 850 de wați, iar dacă aveți de gând să lucrați cu diametre de până la 125 mm, atunci veți avea nevoie de un instrument cu un putere de până la 1500 wați. Temperatura optimă pentru lipirea țevilor de propilenă este setată de butonul termostatului la + 260 ° C. Când se atinge această valoare, termostatul va opri încălzirea suplimentară, care va fi semnalizată de o lumină pe carcasă.
1pokanalizacii.ru
Unelte de lipit
Pentru a conecta părțile separate ale sistemului de alimentare cu apă între ele, este necesar să se utilizeze tehnologii de expunere la temperatură. Sudarea sau sudarea țevilor din plastic permite difuzia moleculelor de plastic, rezultând o conexiune puternică și strânsă.

Aparate foto pentru lipirea comunicațiilor din plastic
Aceste lucrări sunt efectuate folosind dispozitive speciale - un invertor de sudură pentru țevi din plastic sau un pistol:
- Sudorul este considerat un aparat mai profesionist și este utilizat în principal de instalatori experimentați. Prețul său este cu un ordin de mărime mai mare decât un pistol de uz casnic standard;
- Pistolul este un fel de fier de lipit care poate acționa punctual asupra părților individuale ale comunicațiilor din plastic sau metal-plastic.
Mașinile de sudat pot fi clasificate după putere. Acum cele mai populare sunt modelele universale pentru 1500-1600 de wați. Sunt convenabile pentru uz casnic, în plus, kitul include și un set de duze pentru lucrul cu diferite tipuri de conducte.
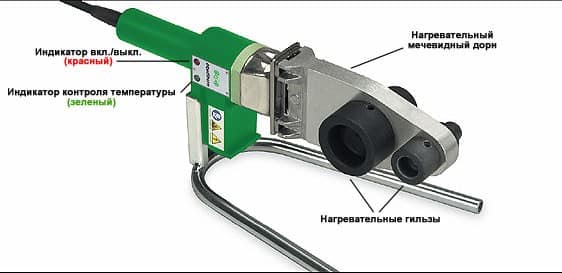
Foto - design fier de lipit
Trebuie remarcat faptul că, pe lângă dispozitivele speciale, vor fi necesare și instrumente suplimentare. În special, acestea sunt foarfece pentru tăierea pieselor de instalații sanitare. La fel și un tăietor de țevi cu role, care vă permite să oferiți cea mai uniformă și netedă tăiere pe suprafața comunicațiilor.
De asemenea, atunci când lucrați cu țevi metal-plastic sau armate cu folie, veți avea nevoie de un instrument de curățare - un polizor. Se uniformizează marginea tăiată, care lasă adesea mici nereguli după tăierea zonei dorite. Dacă ignorați acest proces, este posibil ca conexiunea să nu fie suficient de puternică și strânsă, ceea ce va afecta funcționarea întregului sistem de canalizare.
Dacă trebuie să lipiți țevi din plastic cu un diametru mare - de la 110 mm, atunci se utilizează un cuplaj electric. Este împins pe articulație și încălzește articulația. În acest proces, centrarea secțiunilor individuale ale comunicațiilor joacă rolul principal, deoarece este aproape imposibil să se controleze procesul în timpul sudării. Pentru a lucra cu un astfel de dispozitiv, se utilizează o mașină specială de centrare, care vă permite să nivelați suprafața tăiată pentru a obține cusătura cea mai densă. Puterea cuplajelor este oarecum diferită de puterea mașinilor de sudat și a pistolelor de lipit, în majoritatea cazurilor sunt necesare valori ușor mai mari - peste 1500 de wați.
Lipirea la rece este, de asemenea, adesea folosită acasă. Tehnologia implică utilizarea unui adeziv agresiv, care asigură difuzia moleculelor de plastic fără utilizarea elementelor de încălzire. Principalul avantaj al acestei metode este simplitatea sa. O astfel de sudură poate fi realizată cu ușurință chiar și fără experiență; în plus, nu este necesară achiziționarea de dispozitive suplimentare. Dar, în același timp, o astfel de lipire este considerată de scurtă durată, adică este o măsură mai urgentă decât o opțiune pentru conectarea permanentă a conductelor.
Foto - un exemplu de lipire la rece a comunicațiilor din plastic
Puteți cumpăra un instrument pentru lipirea țevilor de plastic în aproape orice magazin de instalații sanitare, în medie costă de la 800 de ruble la câteva zeci de mii. De exemplu, în Sevastopol, costul WESTER DWM 1000B variază de la 1800 de ruble la 2000. Prețul depinde de puterea declarată a dispozitivului, marca și scopul său.
Video: cum să lipiți în mod corespunzător țevile de plastic
Sudarea DIY a țevilor din polipropilenă pentru începători - instrucțiuni practice
Cunoașterea sudării și instalării țevilor din polipropilenă va fi utilă pentru înlocuirea vechii conducte și așezarea uneia noi. Dacă sunt disponibile toate instrumentele și accesoriile necesare, atunci toată munca va fi foarte simplă și de înaltă calitate. Într-o oră veți avea un sistem de conducte gata pregătit, adecvat pentru utilizare.
Această metodă se numește sudură prin soclu (soclu). Țevile nu sunt fixate la îmbinare, de exemplu, țevi metalice, ci cu ajutorul unor dispozitive speciale - fitinguri. Aderența are loc cu ele la două sute șaizeci de grade Celsius.
Dacă se dorește, magazinul poate selecta fitinguri pentru conexiuni de filet.
Alegerea instrumentului potrivit
Se recomandă utilizarea următoarelor instrumente:
- dispozitiv special pentru sudare. Mai târziu îți vom spune cum să-l faci singur;
- diverse atașamente pentru dispozitiv. Douăzeci de milimetri - cele mai populare duze;
- beveller. Recomandat pentru utilizare în caz de calitate teribilă a conturului;
- aparat de ras. Ajutor la curățarea conturului;
- foarfece speciale.
Realizăm un dispozitiv de sudură cu mâinile noastre
Fierele de lipit bune costă de la o mie la câteva mii de ruble, dar dacă trebuie să faceți destul de multă muncă și aveți o idee pentru a economisi bani, puteți improviza și crea un fier de lipit cu propriile mâini.
Ce ne trebuie:
- Un fier vechi simplu.
- Dimensiunea atașamentului dorit.
- Pasta termică.
- Senzor de temperatura.
- Duza este înșurubată pe fier, capetele trebuie tratate cu pastă termică.
- Gândiți-vă și gândiți-vă: cum și din ce parte va fi mai bine să lucrați. Atașați atașamentul înainte de a începe lucrul. La temperaturi ridicate, acest proces va fi dificil sau imposibil acasă.
- Dacă este dificil să lucrați împotriva peretelui, atunci puteți vedea o parte din vârful ascuțit al fierului.
- Înainte de a începe lucrul, trebuie să încălziți fierul de călcat câteva minute.
- Aveți grijă la temperatura corectă. Ar trebui să fie două sute șaizeci - două sute șaptezeci de grade Celsius. Dispozitivul de măsurare vă va ajuta în acest sens.
Cum ar trebui să lucrezi
- În primul rând, trebuie să întocmiți un plan de lucru (de preferință pe hârtie), să alegeți locuri pentru așezarea țevilor. Această activitate va reduce pașii inutili și sudarea greoaie din mers. Trebuie să recunoașteți că este mult mai bine și mai ușor să asamblați tuburile la locul de muncă și să le montați în sistem în câteva mișcări simple.
- Pentru conectarea țevilor din polipropilenă, este necesară încălzirea marginilor pieselor care trebuie îmbinate. Elementele sunt puse pe duză, ar trebui să le țineți pe duză pentru câteva secunde. Țevile sunt încălzite din exterior, partea interioară a elementului este încălzită în manșon.
- După încălzirea elementelor, încercați să le asamblați în structura corectă cât mai curând posibil. Dacă este necesară ajustarea, doar câteva secunde vă puteți baza. Cel mai adesea, munca se face cu ochiul. Nu este recomandat să răsuciți elementele.
- Nu țineți polipropilena în fierul de lipit foarte mult timp. O conexiune de înaltă calitate se obține numai prin încălzirea la temperatura corectă. Polipropilena se poate scurge din supraîncălzire, etanșeitatea se va rupe.
Asigurați-vă că porniți robinetul cuplajului înainte de a lipi conductele PP!
- Dacă ați făcut totul corect, o cantitate mică de plastic va ieși și va pluti pe mânecă. Dacă apar dificultăți la îmbrăcare, îndoiri de plastic, ar trebui să îndepărtați șanțul.
Reglementările germane DVS-2207-1 prevăd un unghi de țeavă de cincisprezece grade și o adâncitură de doi până la trei milimetri. În Federația Rusă, conform standardelor - un unghi de patruzeci și cinci de grade și o depresiune de o treime din grosime. În consecință, dacă șanțul este egal, atunci acesta poate fi în limitele specificate.
- Pentru siguranță adecvată, dispozitivul de sudură trebuie așezat pe un suport special. Nu uitați să setați temperatura corectă la două sute șaizeci de grade Celsius (pentru a accelera procesul, o puteți seta la două sute optzeci de grade). Temperaturile mai mici și mai ridicate vor duce la conexiuni de calitate slabă. Când cumpărați o mașină de lipit, alegeți un model cu termostat.
- Țevile și alte elemente sunt puse pe duză cu puțin efort datorită razei destul de impresionante. Puteți să le răsuciți puțin pentru a ușura montarea atașamentului. În același timp, nu ar trebui să puneți țevi pe duză până la capăt, pentru a nu topi capetele. Folosiți un marker pentru a cunoaște adâncimea corectă.
- Este posibil să gătiți în greutate numai după asamblarea tuturor elementelor principale.
Țevile simple din polipropilenă nu pot funcționa sub presiune; acestea ar trebui utilizate pentru sistemele de alimentare cu apă rece. Și tuburi din polipropilenă armate sub presiune. Înainte de sudare, va trebui să îndepărtați părțile mici ale armăturii cu un aparat de ras.
Nu așezați țevile din plastic prea aproape de cazanul de încălzire. Pentru aceasta, se folosește o țeavă metalică cu o lungime mai mare de jumătate de metru.
Concluzie pe această temă
Deci, după cum sa dovedit, nu este atât de dificil pentru constructorii începători să lipească țevile din polipropilenă.Cel mai important lucru este o mică practică.
Încercați-l pe secțiuni mici de țevi, veți înțelege rapid toate subtilitățile din mers. Multă baftă!
mirotoplenie.ru
Instrucțiuni de lipit
Autosudarea conductelor de plastic se realizează utilizând un proiect de canalizare și în conformitate cu GOST-urile. Pentru fiecare material, lipirea se efectuează în conformitate cu o anumită temperatură, tabelul de mai jos vă va ajuta să alegeți valorile potrivite:
| Diametru, mm | Încălzire, secunde | Sudare, secunde | Răcire, secunde |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Instrucțiuni pas cu pas despre cum să lipiți țevile de plastic ale sistemelor de încălzire sau să conectați o instalație sanitară:
- Trebuie să instalați duze speciale pe dispozitivul de sudură, de exemplu, fitinguri pentru țevi de 25 mm. Folosind tabelul, timpul de încălzire este determinat, temperatura conform standardelor este de aproximativ 260 de grade. Acesta este parametrul optim pentru lipirea țevilor din plastic convenționale și armate;
- După aceea, sunt pregătite alte instrumente pentru instalații sanitare. Asigurați-vă că tăietorul este ascuțit înainte de tăiere. Pentru diametre mici, tăierea este recomandată nu în unghi drept, ci la 45 de grade; Foto - kit de lipit
- Acum trebuie să măsurați dimensiunea fitingului pe țeavă și să țineți cont de un spațiu de 1 mm. Trebuie să fie prezent la aderare. Marcați-l pe comunicări. Acest lucru este foarte important, deoarece racordul nu poate fi împins până la capăt, după încălzire plasticul se va extinde ușor;
- Un accesoriu trebuie pus pe duza preîncălzită, apoi o conductă trebuie introdusă într-o altă gaură a piesei de conectare. Mai mult, pistolul se încălzește și duza se încălzește din nou pe toată lungimea; Foto - elemente de încălzire
- Rămâne să scoateți cu atenție piesele încălzite și să le conectați. Rezultatul va fi o montură puternică și sigilată, cu un accesoriu;
- Următoarea etapă de lipire a țevii include reîncălzirea fierului de lipit, dar abia acum o bucată cu un accesoriu este pusă pe duză, iar partea liberă a comunicației este introdusă într-o altă gaură;
- După încălzire, operația se repetă: piesele sunt scoase din duză și conectate.
Când lucrarea este terminată, trebuie să așteptați timpul specificat pentru a răci conexiunea, unii maeștri folosesc și un uscător de păr pentru a accelera procesul.
Foto - uscător de păr pentru plastic
Uneori, fierul de călcat nu poate fi utilizat și este necesară utilizarea manșoanelor de electrofuziune. Principiul lor de funcționare este foarte similar cu cel descris mai sus, diferența principală este că pentru o astfel de lipire a țevilor, întregul aparat este încălzit complet și nu duzele sale individuale.
Înainte de a începe sudarea, este imperativ să degresați secțiunile, precum și să le curățați de praf și murdărie. Pentru a face acest lucru, ștergeți fitingul și manșonul cu alcool pe interior și conducta pe exterior. Lipirea se face în același mod ca cel menționat anterior.
Recomandările instalatorului:
- Nu aplicați prea multă presiune atunci când conectați conducta la fiting. După lipire, plasticul devine mai flexibil, datorită căruia, cu presiune excesivă, pot apărea riduri în interiorul conductei;
- Nu permiteți racordului să ruleze liber pe țeavă;
- Acordați o atenție deosebită timpului și temperaturii de încălzire. Dacă depășiți sau, dimpotrivă, reduceți acești indicatori, atunci montura se va dovedi fragilă;
- Când lucrați acasă cu conducte de apă sau canalizare, lăsați un spațiu de cel mult 1 mm în punctul de atașare, altfel vor exista scurgeri în această zonă.
www.kanalizaciya-stroy.ru
Specificații de sudare
Conectarea a două țevi are loc prin intermediul unei conexiuni de fixare:
- suprafețele de sudat se încălzesc.
În același timp, nu ar trebui să se topească complet și să-și piardă forma. Apoi produsele bine încălzite sunt presate una împotriva celeilalte.
În timp ce interiorul ambreiajului se încălzește spațiu intern, în țeavă - extern. Acest proces are loc folosind un fier de lipit special.
Încălzirea este de scurtă durată la o temperatură de cel mult + 260 grade Celsius.Suprafețele de împerechere ar trebui să se topească doar ușor.
Merită știut! Dacă se depășește temperatura maximă permisă, polipropilena își va pierde calitatea. Posibilă abatere de la normă - nu mai mult de +10 grade.
Dispozitivul și principiul de funcționare al instrumentului pentru sudarea polipropilenei
Astăzi, multe companii naționale și străine sunt angajate în producția de echipamente pentru conectarea țevilor din plastic, care încearcă să o facă cât mai convenabilă și eficientă în lucru. Pentru aceasta, fierele de lipit sunt echipate cu funcții suplimentare, aspectul lor, amplasarea mânerelor și metodele de fixare a duzelor se schimbă. Cu toate acestea, elementele principale și nodurile rămân aceleași (Fig. 1):
- termostat;
- element de încălzire (element de încălzire);
- corp cu mâner;
- duze.
Conform principiului de funcționare, mașina pentru sudarea țevilor din polipropilenă seamănă cu un fier obișnuit. În primul rând, elementul de încălzire încălzește aragazul. Își dă căldura duzelor, care încălzesc plasticul la o anumită temperatură, obținând astfel vâscozitatea necesară. Întregul proces este monitorizat de un termostat, cu ajutorul căruia temperatura de încălzire este menținută în limitele specificate.
Fiabilitatea conexiunii din polipropilenă depinde direct de stabilitatea termostatului. De obicei, fierele de lipit ieftine sunt echipate cu termostate de calitate scăzută. Acest lucru duce la faptul că în timpul procesului de sudare, plasticul se supraîncălzește sau se supraîncălzește. Ca urmare, aveți o conexiune proastă. Prin urmare, nu ar trebui să economisiți la cumpărarea unui fier de lipit. Atunci când alegeți un instrument pentru lipirea polipropilenei, este necesar să acordați preferință echipamentelor cu un control neted al temperaturii și o calibrare precisă.
Scurta introducere
Astfel de țevi sunt conectate, ca de obicei, printr-o metodă numită priză sau sudare prin priză, deoarece lucrarea se efectuează prin intermediul unor fitinguri sau cuplaje.
Acest lucru este facilitat de numeroasele lor caracteristici tehnice pozitive, și anume:
- rezistență (fitinguri de compresie pentru țevi metal-plastic),
- fiabilitate,
- durată lungă de viață,
- cost scăzut.
Sunt folosite pentru așezarea țevilor, atât pentru apă rece, cât și pentru apă caldă, într-o metodă deschisă și închisă.
În aceste scopuri, se utilizează un aparat special. - „fier” sau „fier de lipit”.
Este alcătuit din două duze, dintre care una este pentru o montare (despre sertizare pentru țevi de cupru este scrisă aici), cealaltă este pentru o țeavă.
Produsele armate sunt de 2 tipuri:
- comun,
- armat.
Dacă este necesar să sudați obiecte goale armate, stratul armat este mai întâi îndepărtat de ele cu un instrument special.
Înainte de a începe sudarea, merită să efectuați lucrări pregătitoare. Ce sunt ei?
Știți ce pisoar să cumpărați? Scopul echipamentelor de igienă pentru copii este descris într-un articol util.
Instalarea sistemelor de drenaj din plastic este descrisă pe această pagină.
Înainte de a începe lucrul, trebuie să vă asigurați că aveți instrumentele necesare (despre dispozitivul de sudare a cuplajelor HDPE sudate este scris pe această pagină).
Dispozitivul de sudură este scump (câteva mii de ruble). În localitatea dvs., ar trebui să existe organizații de construcții sau instalații unde puteți închiria echipamente.
Este mult mai profitabildecât să cumpărați dispozitivul (este posibil să aveți nevoie de el o singură dată). Deci, de ce să plătești bani în plus?
Când cumpărați un dispozitiv sau îl închiriați, verificați cu atenție dacă toate accesoriile sunt în stoc. În caz contrar, dispozitivul poate deveni inutilizabil.
Sfaturile sunt de obicei făcute din teflon.... Sunt disponibile într-o varietate de dimensiuni, astfel încât să puteți lucra cu diferite dimensiuni de tuburi.
Pe lângă călcare, veți avea nevoie de:
- Cutter (foarfece) pentru țevi... În majoritatea cazurilor, acest accesoriu este inclus cu fierul de lipit.
Dar, dacă nu este acolo, va trebui să îl cumpărați separat. - Pentru a îndepărta folia cu țevi de propilenă armate, veți avea nevoie de un aparat de ras.
De asemenea, dezlipirea se face uneori cu un instrument orientat manual.Trebuie să lucrați foarte atent cu un instrument mecanic, deoarece polipropilena poate fi ușor deteriorată.
Burghiile sunt atașate în locul burghiului. Cu ajutorul lor, stratul armat interior și exterior poate fi ușor îndepărtat.
- Un mijloc cu care suprafața este degresată.
- Regulă.
- Cuţit.
- Bandă de măsurare.
- Fişier.
- Elementele de fixare.
Fitingurile sunt produse într-o gamă largă, care vă permite să conectați țevi din polipropilenă fără sudură (scris aici).
Trebuie să le alegeți, ghidate de configurația structurii și de numărul de conexiuni.
Secțiunile de țeavă drepte sunt conectate cu cuplaje; la rotirea liniei se folosesc pătrate.
Dacă trebuie să vă conectați la o țeavă metalică sau la o unitate de instalații sanitare, utilizați îmbinări filetate sau fitinguri speciale pentru conectarea țevilor din polipropilenă la cele metalice (scris în acest articol).
Știi cum să scurgi apa de ploaie de pe acoperișul casei? Descrierea lucrării și dispunerea canalului de ploaie sunt descrise într-un articol util.
Cât costă un sistem de canalizare autonom într-o casă privată este scris aici.
Pe pagina: https://ru-canalizator.com/santehnika/s-oborudovanie/otoplenie-doma.html este scris despre încălzirea unei case private cu pompă de căldură.
Sfaturi importante! Pentru comoditatea întocmirii unei diagrame a viitoarei conducte, gama și numărul elementelor de fixare trebuie gândite în prealabil.
Primul pas este să acordați atenție calității conductelor.
Ar trebui să aibă pereți de aceeași grosime fără cel mai mic semn de defecte. Merită, de asemenea, să inspectați armăturile pentru fisuri și alte imperfecțiuni.
Cum se alege un fier de călcat pentru sudarea țevilor din polipropilenă
Atunci când cumpărați un instrument pentru lipirea polipropilenei, trebuie acordată o atenție specială următoarelor caracteristici:
- putere;
- un set de duze;
- set complet;
- producător.
Puterea este principala caracteristică tehnică a fierului de lipit, de care depinde diametrul maxim al elementelor conectate, precum și timpul de încălzire a acestora și, în consecință, viteza de sudare. Cu toate acestea, trebuie avut în vedere faptul că, atunci când cumpărați un instrument, nu trebuie să urmăriți puterea, deoarece odată cu creșterea acestuia crește și prețul echipamentelor.
Alegând un dispozitiv pentru lipirea țevilor din polipropilenă din punct de vedere al puterii, este necesar să înmulțiți diametrul elementelor conectate cu 10.
Ca rezultat, veți obține valoarea puterii minime a instrumentului. De exemplu, dacă, atunci când proiectați un sistem de încălzire, trebuie să conectați țevi cu o secțiune transversală de 40 mm, atunci în acest caz trebuie să achiziționați un fier de lipit cu o capacitate de cel puțin 0,4 kW. Pentru a efectua lucrări de reparații în apartamentul sau casa dvs. privată, va fi suficientă o putere de fier de 0,7 kW. Dacă intenționați să utilizați un fier de lipit în scopuri profesionale, atunci când diametrul țevii poate ajunge la 100 mm, este recomandat să cumpărați un dispozitiv cu o putere de până la 2 kW.
Un set de atașamente. Duzele de înaltă calitate pentru lipirea țevilor din polipropilenă trebuie să îndeplinească următoarele condiții:
- au o bună disipare a căldurii;
- au rezistență mecanică ridicată;
- mențineți dimensiunea lor atunci când temperatura scade.
Aproape toate echipamentele moderne pentru sudarea țevilor au capacitatea de a utiliza mai multe duze de diferite diametre în același timp. Acest lucru vă permite să reduceți semnificativ timpul pentru lucrările de instalare, deoarece nu este necesar să așteptați până când duza s-a răcit pentru a o înlocui.
Structural, toate duzele constau din 2 părți: pentru încălzirea externă (manșon) și internă (cu mandrină) a polipropilenei (Fig. 2).Orice aliaj care îndeplinește toate cerințele prezentate mai sus poate fi utilizat ca material de fabricație. La fabricarea accesoriilor pentru a le crește rezistența și durabilitatea, sunt utilizate diferite acoperiri. Cel mai adesea este teflon, care are și o proprietate antiaderentă, astfel încât plasticul încălzit să nu se lipească de atașamente.
Un set pentru sudarea țevilor din polipropilenă poate avea următoarea configurație:
- Complet. Perfect pentru un sudor profesionist. Pachetul include o mașină de sudat, o cheie pentru duze, un set complet de duze și instrumente suplimentare care facilitează lucrările de instalare (tăietor, bandă măsură etc.).
- In medie. Include o mașină de sudat, o cheie și duze utilizate în mod obișnuit (20, 25, 32 și 40 mm). Dacă aveți nevoie de alte duze pentru sudarea țevilor, acestea pot fi achiziționate separat.
- Minimul. Sunt incluse doar un fier de lipit pentru sudare și o cheie pentru duze. Un astfel de set are un preț relativ mic și este perfect dacă trebuie să lipiți țevi de același diametru.
Firma producătoare. Pe piața echipamentelor sanitare există fieruri de lipit pentru lipirea țevilor din polipropilenă de la diferiți producători. Printre acestea, primul loc în ceea ce privește calitatea construcției și ușurința de utilizare este ocupat de instrumentele cehe și germane. Trebuie remarcat faptul că este destul de scump, deci este recomandat să îl cumpărați numai pentru munca profesională.
Modelele turcești și interne de fier de lipit sunt mai ieftine decât omologii lor germani și cehi, dar caracteristicile lor tehnice sunt oarecum mai proaste. Pentru uz privat, astfel de echipamente sunt cele mai potrivite. Fierele de lipit fabricate în China sunt cele mai accesibile, dar costul redus se traduce adesea într-o durată scurtă de viață.
Dacă aveți nevoie de un fier de lipit pentru o singură reparație, atunci modelele chinezești sunt cea mai bună opțiune.









Ce trebuie să căutați atunci când cumpărați un set pentru lipirea țevilor din polipropilenă
Achiziționarea unuia sau a altui fier de lipit pentru țevile din polipropilenă se bazează pe trei indicatori:
- costul dispozitivului de sudură;
- puterea de căldură a fierului de lipit;
- forma elementului de încălzire (fier sau cilindru).
În funcție de cost, alegerea fierelor de lipit pentru țevile din polipropilenă este prezentată în trei categorii:
- un set de fiare de lipit pe segmentul bugetar - producția chineză și internă;
- Seturile turcești sunt puțin mai mari ca valoare;
- cele mai scumpe seturi de fiare de lipit sunt de la producătorii europeni. Germană și cehă sunt deosebit de populare.
Înainte de a decide ce fiare de lipit pentru țevile din polipropilenă sunt mai bune, trebuie să înțelegeți - pentru cine este achiziționat.
Dacă trebuie să asamblați o conductă de polipropilenă acasă, ar trebui să acordați atenție echipamentelor din primul segment. Factorul de siguranță al pieselor unor astfel de truse va face față instalării a două sisteme complete de conducte, indiferent dacă se folosește un element de încălzire un cilindru sau un fier de călcat. Dispozitivul este ușor de utilizat și poate fi apoi utilizat pentru instalare parțială sau reparații minore (de exemplu, sudarea unei secțiuni de țeavă).
Sfat! Dacă lipirea conductei este o sursă de venit pentru dvs. și nu o necesitate unică, atunci trebuie să achiziționați un fier fabricat în Europa.
Principala diferență între echipamentul chinezesc pentru lipirea țevilor din polipropilenă și echipamentul ceh nu constă în fiabilitatea componentelor, ci în capacitatea sa de a menține temperatura la nivelul inițial specificat. După ceva timp, gradul de eroare al fontelor de lipit din China ajunge la zece grade, din care cauză este încălcată integritatea cusăturii, care nu poate fi verificată vizual imediat după terminarea sudării.

Un model dintr-o gamă bugetară va fi suficient pentru un meșter de casă.
La începutul carierei sale, un meșter novice va putea folosi un dispozitiv pentru lipirea țevilor din polipropilenă de la producătorii turci din segmentul de preț mediu. Chiar și după câteva luni de utilizare activă, amplitudinea erorii este de doar câteva grade. În ceea ce privește prețul de cost și calitatea finală a sudurii, este mult mai profitabil pentru un lucrător în rotație să cumpere și să utilizeze două sau trei fiare de lipit turcești decât un dispozitiv fabricat în Germania.
Angajații companiei care sunt angajați în mod constant în instalarea și repararea conductelor de propilenă, este recomandabil să cumpărați un fier de lipit scump de înaltă calitate pentru sudarea țevilor. Este capabil să funcționeze mult mai mult fără abateri în temperatura de lipire. Prin urmare, produsele germane sunt recunoscute ca fiind cele mai bune pentru țevile din polipropilenă.
Urmând recomandările, este mai ușor să stabiliți ce lipit să alegeți pentru o conductă de polipropilenă.
Tehnologie de brazare pentru țevi din polipropilenă
Lipirea țevilor din plastic este destul de simplă. Principalul lucru este să respectați regimul de temperatură și timpul de încălzire al materialului. În primul rând, fierul de lipit este instalat pe o masă sau pe o altă bază fiabilă, după care o duză din secțiunea necesară este atașată cu o cheie. Apoi, temperatura necesară este setată pe dispozitiv, la care se încălzește timp de aproximativ 10 minute.
După aceea, capetele țevilor care trebuie conectate și elementul de conectare (unghi, cuplaj, MPH, MPV) sunt plasate pe duză. După câteva secunde (timpul de menținere depinde de puterea fierului de lipit și de diametrul țevilor), produsele din plastic sunt scoase din duze și conectate între ele.
Nu este nimic dificil în alegerea unui fier de lipit pentru lipirea polipropilenei. Principalul lucru este să știți în ce scop aveți nevoie. Și dacă, atunci când lucrați cu instrumentul, urmați toate regulile de funcționare a acestuia, atunci puteți fi siguri că astfel de echipamente vor dura dincolo de perioada de garanție.
expertsvarki.ru
Cum să alegeți o mașină de sudat
Ar trebui să acordați atenție unor aspecte importante precum:
- puterea unității,
- firma producatoare,
- sortiment de atașamente care sunt incluse în kit.
Înștiințare! Aproximativ, puterea trebuie să fie de 10 ori diametrul de sudat (în mm). Prin urmare, utilizarea atașamentelor este limitată de puterea maximă a dispozitivului.
Tine minte! Nu trebuie să fiți sigur că parametrii tehnici ai unui „fier” ieftin vor corespunde exact cu datele menționate în pașaport.
Mai ales, trebuie să fii atent la producătorii chinezi.
Depinde mult de calitatea construcției.
Acest lucru este ușor de verificat:
- dacă dispozitivul are două elemente de încălzire care se aprind independent unul de celălalt, cel mai probabil acest lucru indică lipsa de fiabilitate și calitatea slabă a fierului de lipit.
Dacă cumpărați un astfel de dispozitiv, atunci în timpul sudării, cel mai probabil, veți găsi defecte în munca sa.
Fiecare instrument trebuie să aibă un termostat.
Cel mai bine este dacă este de tip electronic cu senzor încorporat pentru a monitoriza fluctuația minimă de temperatură a suprafețelor încălzite.
De asemenea, regulatorul va putea controla gradul de încălzire și, prin urmare, regla tensiunea.
În acest mod, este posibil să se obțină respectarea optimă a regimului de temperatură și încălzirea uniformă a elementelor adiacente (citiți aici cum să conectați țevile din polipropilenă fără lipire aici).
Ca rezultat, veți avea o îmbinare sudată de înaltă rezistență.
Există, de asemenea, regulatoare de tip capilar..
Au un principiu de funcționare destul de simplu, dar constă în următoarele:
- când încălzirea atinge temperatura setată, mecanismul se va opri,
- când se răcește, se va aprinde din nou.
Gama de temperatură în acest caz poate ajunge la - 100 de grade.
Al treilea tip de senzor este un releu bimetalic.
Datorită dimensiunilor sale mari, nu este posibilă instalarea dispozitivului lângă suprafața încălzită.
În cele din urmă, sudarea se dovedește a fi de calitate slabă din cauza încălzirii insuficiente sau a topirii zonei necesare a conductei.
Prin urmare, experții nu recomandă utilizarea acestui dispozitiv pentru sudori fără experiență de lucru.
Tine minte! Dacă veți folosi mașina de sudat o singură dată, nu cumpărați scule ieftine și de calitate scăzută.
Este mai bine să închiriați un fier de lipit profesional.
Nu veți avea probleme cu acesta, iar cusăturile articulațiilor se vor dovedi strânse și durabile.
Mașinile de sudat sunt de două tipuri:
- manual,
- staționar.
Cu ajutorul unei unități portabile, puteți desfășurați lucrări în locuri greu accesibile fără dificultăți și restricții.
Dar numai un specialist cu experiență va putea centra cu exactitate împerecherea pieselor.
Dispozitivul staționar are o greutate și dimensiuni impresionante.
Dar, cu ajutorul său, puteți efectua o centrare de înaltă calitate și cum puteți pregăti suprafețele înainte de a vă alătura.
Folosind acest instrument, piesele sudate sunt fixate în siguranță până se răcesc complet și se fixează.
Costul acestor dispozitive este destul de ridicat..
Prin urmare, numai profesioniștii le folosesc.
Specificitatea lipirii țevilor din polipropilenă
Procesul de lipire se realizează datorită proprietăților termoplastice pronunțate ale materialului. Polipropilena se înmoaie atunci când este încălzită - capătă o stare similară cu plastilina.
Descrierea generală a tehnologiei
Revenirea materialului la o temperatură normală de fundal contribuie la întărirea structurii sale la o stare normală. Aceste proprietăți au devenit principala tehnologie de lipit, care în limbajul tehnic se numește sudare polifuzie.
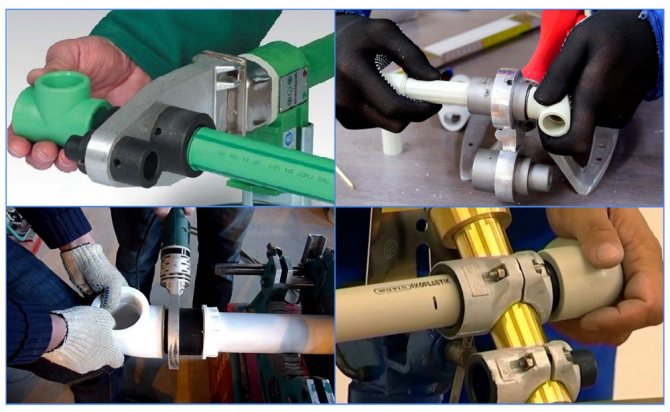
În practică, se utilizează două metode de îmbinare a pieselor de sudat:
- Cuplare.
- Drept.
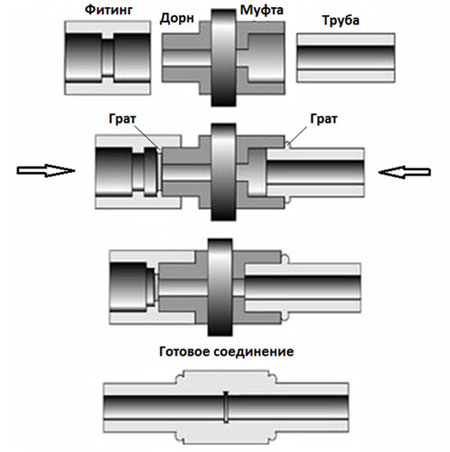
Prima tehnică de sudare arată cum puteți lipi țevi din polipropilenă folosind o piesă modelată - un manșon sau o țeavă cu un diametru exterior mai mare. De obicei, în acest fel, țevile de plastic sunt lipite, al căror diametru nu depășește 63 mm.
Principiul sudării a două părți, în acest caz, se bazează pe topirea unei părți a țevii de-a lungul circumferinței exterioare și a unei părți a cuplajului de-a lungul regiunii interioare. Apoi ambele părți se potrivesc strâns.
A doua metodă - contactul direct, se bazează pe același principiu al topirii secțiunilor mici de țevi din plastic cu îmbinarea lor ulterioară. Dar în această versiune, două țevi de aceleași diametre acționează ca elemente de îmbinare și sunt unite de suprafețele lor de capăt. Această metodă simplă, la prima vedere, de lipire a polipropilenei necesită o precizie ridicată a procesării zonelor de îmbinare și instalarea precisă a două părți de-a lungul axelor în timpul lipirii lor.
Alături de tehnologiile „fierbinți” indicate, se practică și tehnica lipirii „la rece”. Aici, ca component activ de lipit, se folosește un solvent special care poate înmuia structura polipropilenei. Cu toate acestea, această tehnică nu diferă cu un nivel ridicat de popularitate.
Mașini de lipit pentru sudarea țevilor
Atât cuplarea, cât și tehnica directă necesită lipirea țevilor din plastic cu mașini speciale de sudat. Structural, tehnica de lipire este ceva asemănător unui fier electric. Baza dispozitivelor este un element masiv de încălzire metalică, pe suprafața căruia sunt instalate duze detașabile - semifabricate metalice de diferite diametre.
Pentru sudarea cap la cap, proiectele mașinilor de lipit au o complexitate crescută. De obicei, un astfel de echipament include nu numai un element de încălzire, ci și un sistem de centrare a pieselor de sudat. De regulă, echipamentele de sudură directă, precum tehnologia în sine, sunt rareori utilizate în sfera internă. Prioritatea de utilizare aici este sectorul industrial.
Pe lângă fierele de lipit, comandantul va avea nevoie și de:
- foarfece pentru polipropilenă (tăietor de țevi);
- bandă de construcție;
- piața lăcătușului;
- aparat de ras (pentru țevi cu armătură);
- marker (creion);
- degresant de suprafață.
Deoarece se lucrează la echipamente cu temperatură înaltă, este imperativ să purtați mănuși de lucru strânse pe mâini.
Procedura de sudare din polipropilenă
Avertisment important! Lucrările de sudare pe materiale polimerice trebuie efectuate în condiții de bună aerisire a camerei. Când polimerii sunt încălziți și topiți, se eliberează substanțe toxice, care într-o anumită concentrație au un efect grav asupra sănătății umane.
Primul pas este pregătirea pentru muncă:
- Instalați semifabricatele cu diametrul necesar pe placa de încălzire.
- Setați regulatorul de temperatură al fierului de lipit la 260 ° C.
- Pregătiți piesele de împerechere (marcaj, șanț, degresare).
- Porniți stația de lipit.
- Așteptați până când temperatura de funcționare este atinsă (indicatorul verde se aprinde).
Împingeți simultan părțile de împerechere (țeavă - cuplaj) pe semifabricatele stației de lipit. În acest caz, țeava din polipropilenă este împinsă în zona interioară a unui semifabricat, iar manșonul (sau mufa piesei modelate) pe suprafața exterioară a altui semifabricat.
De obicei, capetele țevii sunt inserate de-a lungul marginii liniei marcate anterior, iar manșonul este împins până se oprește. Când țineți piese din polipropilenă pe semifabricate încălzite, ar trebui să vă amintiți o nuanță importantă a tehnologiei - timpul de păstrare.
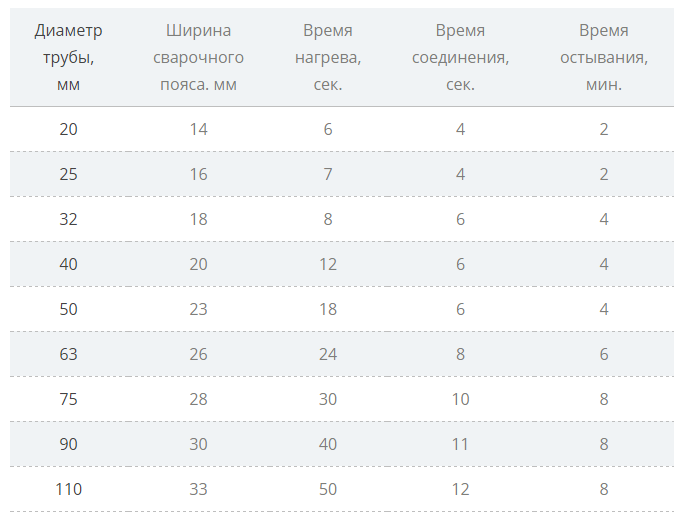
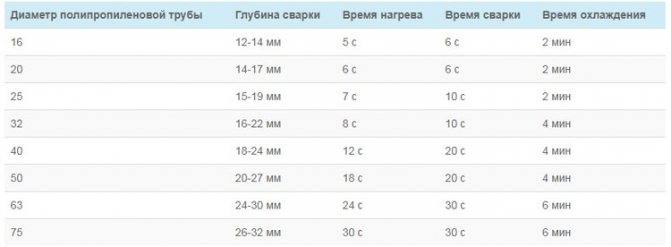
Dacă întârzierea este insuficientă, există riscul obținerii unui grad redus de difuzie a materialului, ceea ce va afecta calitatea joncțiunii. Dacă timpul de topire este prea mare, acest lucru duce la deformarea structurii piesei și, de asemenea, nu garantează lipirea de înaltă calitate. Se recomandă utilizarea tabelului, care indică valoarea optimă a timpului pentru țevi cu parametri tehnici diferiți.
Masă de timp pentru lipire pentru țevi din polipropilenă
După ce ați ținut piesele pe semifabricate pentru o perioadă optimă de timp, acestea sunt îndepărtate și unite rapid de piesele încălzite. Procedura de îmbinare trebuie efectuată cu precizie, rapiditate (în termeni de timp în tabel), respectând în același timp alinierea pieselor care trebuie lipite. Este permis să se facă ajustări minore de-a lungul axelor (în decurs de 1-2 secunde), dar este inacceptabil să rotiți piesele, una față de cealaltă.
Trebuie remarcat: timpul indicat pentru lipirea oricărei țevi din polipropilenă poate fi ajustat în funcție de condițiile de lucru și de parametrii materialului. De exemplu, dacă instalația se realizează la temperaturi ambientale sub zero, în mod natural, ratele specificate cresc la 50% din valoarea nominală. Pentru fiecare condiție non-standard luată separat, timpul de încălzire este selectat prin metoda de lipire de test.
Procesul de andocare
Înainte de a conecta fierul de lipit la rețea, acesta trebuie așezat într-un loc sigur, unde nu va interfera cu acțiunile dvs.
Apoi aparatul este fix și se pun duze de anumite dimensiuni pe el.
Numai după toate manipulările de mai sus, dispozitivul este conectat la priză.
Ar trebui să se încălzească cel puțin, în 10 - 15 minute.
De unde știi dacă mecanismul este gata de lucru? Acest lucru va fi indicat de un indicator luminos.
Cel mai important lucru pentru un laic să înțeleagă este:
toate acțiunile trebuie efectuate clar și încet, precum și să urmeze secvența pașilor dvs.
Dacă aveți de gând să faceți acest tip de muncă pentru prima dată, pentru o mai bună înțelegere a procesului, practicați pe butași mici inutili de țevi.
Respectați regula de bază pentru lipirea produselor din polipropilenă - mai întâi, trebuie să puneți un accesoriu pe duză (pentru țevile din PEHD pentru alimentarea cu apă rece) și numai după aceea conducta este introdusă într-o altă duză.
Numaratoarea inversa incepe după ce ambele părți care trebuie conectate sunt pe mașina de sudat. Durata de timp necesară topirii produsului depinde de secțiunea transversală a țevii.
Timpul stabilit a trecut? Scoateți armătura și conducta din duză și fixați-le foarte repede. De asemenea, trebuie să aliniați instantaneu conducta de-a lungul axei dorite.
Tine minte! Polipropilena se întărește în 4 - 6 secunde.
Dar nu trebuie să eliberați țevile imediat.
Conexiunea trebuie menținută manual timp de cel puțin 30 - 40 de secunde.
Răcirea completă a nodului in vivo apare în 3 - 4 minute.
Pentru a vă asigura că îmbinarea din plastic sau sudată nu va fi deteriorată, nu le permiteți să se răcească nefiresc.
Tine minte! Detaliile conexiunii sunt încălzite din interior, iar conductele - din exterior.
Această regulă nu poate fi ignorată. În caz contrar, articulația va fi fragilă și se va destrăma rapid.
Țevi de brazare cu armătură
Să analizăm cum să lipim în mod corespunzător țevile din polipropilenă armate. Înlăturarea materialului de protecție este obligatorie aici. Prezența unui strat armat (folie de aluminiu) în structura țevii necesită încălzire suplimentară. Dar nu asta este ideea.
De obicei, aceste produse au un diametru supradimensionat și nu se potrivesc vârfurilor standard de lipit. Acestea trebuie curățate înainte de procesul de lipire. Excepție sunt țevile armate cu fibră de sticlă. Sunt lipite într-un mod standard.
Având în vedere varietatea tehnologiilor de armare a țevilor din polipropilenă, înainte de lipire sunt utilizate diferite metode de procesare. În mod tradițional, o decupare este utilizată pentru dezizolare.
Acest nume are un dispozitiv special sub forma unui manșon metalic cu cuțite. Schweier este pus pe partea de capăt a țevii care trebuie brazată, iar stratul armat este răzuit cu mișcări rotative în jurul axei țevii pentru a curăța plasticul.
Dacă stratul armat este situat în partea de mijloc a peretelui țevii de plastic, aici este mai rezonabil să folosiți un alt instrument pentru prelucrare - un aparat de tuns din plastic.
Dispozitivul nu este mult diferit de dispozitiv, cu excepția amplasării și proiectării elementelor de tăiere. După prelucrarea cu un instrument orientat, partea de capăt a țevii este aliniată de-a lungul capătului, plus o parte a stratului armat este tăiată la o adâncime de 2 mm de-a lungul întregii circumferințe. Această prelucrare permite lipirea fără defecte.
Metode de sudare a conductelor existente
După cum sa aflat deja, pentru a suda țevile, aveți nevoie de echipamente speciale. Dar, pe lângă faptul că pot fi gătite la o anumită temperatură de încălzire, există și o metodă de conectare la rece. Acum este momentul să aflăm toate metodele de sudare existente.
Mod difuz
Cea mai fiabilă sudură se obține prin lipirea prin difuzie. Metoda este aplicabilă pentru îmbinarea numai a materialelor omogene. Echipamentul folosit este același fier de lipit cu duze. Când încălzirea sculei atinge parametrii specificați, marginea țevii și armătura se topește. La îmbinare, polipropilena ambelor semifabricate este amestecată între ele și după solidificare se formează un singur întreg.

Metoda Bell
Echipament similar este utilizat pentru metoda de lipire cu soclu. O anumită temperatură de încălzire este setată pe fierul de lipit, iar duzele sunt selectate în funcție de diametrul pieselor de prelucrat sudate. Țevile sunt tăiate în unghi drept, iar în produsele armate, de exemplu, pentru încălzire, stratul de metal este îndepărtat suplimentar. Capetele care trebuie unite sunt introduse în duzele de fier, unde este setată temperatura adecvată de încălzire. După topirea marginii, cele două piese de prelucrare sunt conectate între ele fără a-și schimba poziția până când cusătura este complet răcită.
Metoda de fund
Metoda de lipire a capului se aplică țevilor cu diametru mare. Fierul de lipit este echipat cu o oglindă de sudură plană. Când se atinge temperatura setată, oglinda topeste capetele țevii tăiate în unghi drept. Două semifabricate sunt presate una de cealaltă printr-un mecanism special și li se dă timp să se răcească. Cusătura de sudură câștigă rezistență mecanică prin amestecarea polipropilenei ambelor piese de prelucrare și presarea fermă a marginilor topite.
Metoda de sudare a cuplajului
În această metodă, se utilizează echipamente speciale pentru sudarea a două capete ale țevilor - montarea electrică. În interiorul cuplajului, introduceți două capete ale unei țevi tăiate într-un unghi uniform.Tensiunea este furnizată de la sursa de alimentare la electrofiting. Când temperatura de încălzire atinge valori optime, piesele sunt sudate împreună.
Metoda polifuziei
Această metodă este similară cu metoda de lipire difuză. Diferența este că doar una dintre cele două piese de prelucrat care trebuie îmbinate este încălzită cu un fier de lipit.
Mod rece
Conexiunea la rece a țevilor din polipropilenă este potrivită pentru conductele domestice cu presiune de lucru scăzută. Lipirea are loc datorită soluției adezive. Procesează marginea țevii și interiorul fitingului, după care piesele sunt conectate.

Impactul erorilor asupra calității sudurii
Acțiunile lente, atent luate în considerare sunt o garanție împotriva greșelilor care pot anula toată munca. Toate lucrurile mărunte ale tehnologiei de lipit ar trebui luate în considerare și nu la un pas de ele.
Greșeli frecvente care duc la noduri defecte ale rețelei de alimentare cu apă propilenă instalate:
- Suprafața țevii nu a fost curățată de pelicula de grăsime.
- Unghiul tăiat al pieselor de împerechere diferă de valoarea de 90º.
- Montarea slabă a capătului țevii în racord.
- Încălzirea insuficientă sau supraestimată a pieselor de lipit.
- Îndepărtarea incompletă a stratului armat din țeavă.
- Corectarea poziției pieselor după ce polimerul a fost stabilit.
Uneori, pe materiale de înaltă calitate, încălzirea excesivă nu dă defecte externe vizibile. Cu toate acestea, deformarea internă este observată atunci când polipropilena topită închide pasajul conductei interne. În viitor, o astfel de unitate își pierde performanța - se înfundă rapid și blochează fluxul de apă.
Dacă unghiul tăiat al părților de capăt diferă de 90 °, în momentul îmbinării părților, capetele țevilor se află într-un plan teșit. Se formează o nealiniere a pieselor, care devine vizibilă când a fost deja montată o linie de câțiva metri. Adesea, din acest motiv, trebuie să refaceți din nou întregul ansamblu. Mai ales dacă țevile sunt așezate în caneluri.
Degresarea slabă a suprafețelor de împerechere contribuie la formarea „insulelor de respingere”. În astfel de puncte, sudarea polifuziei nu are loc deloc sau doar parțial. Pentru o vreme, conductele cu un defect similar funcționează, dar în orice moment se poate forma o rafală. Erorile asociate cu o fixare slabă a conductei în interiorul armăturii sunt, de asemenea, frecvente.
Un rezultat similar este prezentat pentru îmbinările realizate cu curățarea incompletă a stratului de armare. De regulă, o conductă cu armare este instalată pe liniile de înaltă presiune. Folia de aluminiu reziduală creează o zonă fără contact în zona de lipit. Această zonă devine adesea un canal prin care apa este stoarsă.
O greșeală gravă este o încercare de a corecta elementele sudate cu derulare în jurul axei una față de cealaltă. Astfel de acțiuni reduc drastic efectul sudării polifuzionale. Cu toate acestea, în anumite puncte se formează o cusătură și se obține așa-numita "tachetă". Cu o mică forță de rupere, „tacheta” reține conexiunea. Cu toate acestea, de îndată ce puneți conexiunea sub presiune, vârful se va destrăma imediat.
Metode de conectare
Sudarea țevilor de propilenă se realizează prin două metode - soclu și capăt... Pentru a evita greșelile, trebuie să urmați regulile, respectarea cărora garantează crearea unei cusături puternice.
Greșeli frecvente în sudarea cu soclu
Sudarea prin priză a țevilor din PP conectează secțiuni ale sistemelor cu elemente de diametru mic... O astfel de metodă de conectare, disponibilă cu propriile mâini chiar și pentru începători, este considerată mai stabilă și mai fiabilă decât sudarea cap la cap, deoarece însăși natura sa (țeava este așezată în fiting) garantează rezistența ridicată a ansamblului; utilizarea unui instrumentul auxiliar pentru centrarea pieselor nu este necesar.
În procesul de sudare, suprafețele elementelor conectate (montaj interior, țeavă exterioară) sunt încălzite și topite folosind un kit de lipit sau fără un fier de lipit folosind un alt dispozitiv de încălzire, asamblând piese încălzite (coborând țeava în armătură ) și așteptând ca unitatea să se răcească.
Cum să alegeți o mașină pentru sudarea țevilor din polipropilenă citiți articolul de pe site-ul nostru.
Este important să evitați următoarele greșeli:
- Finisarea insuficientă a țevii atunci când este introdusă în priză înainte de încălzire, ceea ce complică asamblarea unității și duce la formarea unui punct slab.
- Depășirea adâncimii necesare de introducere a țevii în armătură înainte de încălzire, aplicând o forță prea mare. Marginea țevii se rotește spre interior, pasajul se îngustează, se creează un obstacol pentru curgerea liberă a apei.
- Eșecul aducerii elementelor adiacente la opritoare, din cauza căruia conexiunea lor se dovedește a fi prea slabă.
- Încălzirea excesivă a elementelor datorită creșterii timpului de încălzire sau a temperaturii prea mari a fierului de lipit. Există o pierdere a rigidității necesare a pieselor, ceea ce complică sau face imposibilă asamblarea ulterioară.
- Supraîncălzirea elementelor adiacente din cauza temperaturii scăzute a dispozitivului sau a timpului de încălzire prea scurt. Din acest motiv, suprafețele pieselor nu fuzionează suficient între ele și nu este asigurată o etanșeitate suficientă la punctul de sudare.
- Un interval de timp prea lung între îndepărtarea elementelor de la încălzire și începutul asamblării lor, ca urmare a căror temperatură a pieselor devine sub limita debitului vâscos. Acest lucru duce la fuziunea insuficientă a elementelor între ele sau la imposibilitatea asamblării.
- Tăierea țevii încălcând perpendicularitatea capătului axei longitudinale a produsului. Ca urmare, elementul nu se potrivește perfect cu opritorul interior al fitingului.
- Îmbinarea nealiniată a țevii cu mufa duce la deformarea conexiunii, încălcarea uniformității și pierderea etanșeității.
Se recomandă utilizarea tabelului pentru a determina timpul exact de încălzire și cât timp să țineți piesa.
Erorile la sudarea țevilor din polipropilenă în priză duc la o încălcare a integrității conexiunii, duc la crearea unor zone slabe în conductă, care sunt distruse de un salt de presiune ascuțit pe termen scurt. Aceste neglijări sunt corectate cu un kit de reparare a conductelor.
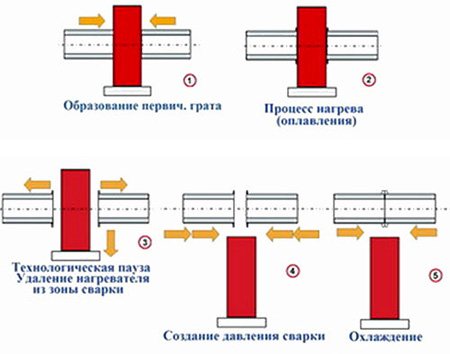
Tehnologie de fund
Sudarea cap la cap a țevilor din polipropilenă constă în aducerea marginilor acestora la topire cu ajutorul unui aparat de încălzire, comprimare până când cusătura se răcește complet... Metoda nu necesită utilizarea elementelor auxiliare de conectare și, dacă tehnologia este menținută, este asigurată rezistența ridicată a articulației cap la cap. Secvența de lucru este după cum urmează:
- înfruntare;
- curățarea joncțiunii;
- mașină de încălzit;
- reflux;
- crearea presiunii de sudare;
- răcire.
Sudarea cap la cap a polipropilenei este utilizată în principal la asamblarea secțiunilor drepte ale conductelor industriale.
Concluzii și videoclip util pe această temă
Profesioniștii au întotdeauna multe de învățat. Cum să lucrați cu polipropilenă poate fi văzut în următorul videoclip:
Instalarea conductelor de polimer prin lipire la cald este o tehnică convenabilă și populară. Este utilizat cu succes în instalarea comunicațiilor, inclusiv la nivelul gospodăriei. Mai mult, persoanele fără experiență pot folosi această metodă de sudare. Principalul lucru este să înțelegem corect tehnologia și să asigurăm implementarea exactă a acesteia. Și echipamentele tehnologice pot fi cumpărate ieftin sau închiriate.
sovet-ingenera.com
Instrument de lipit pentru țevi din polipropilenă
Pentru a lucra necesită:
- Ruletă și creion (marker) pentru marcarea pieselor, nivel - pentru a controla structura în ansamblu.
- Foarfecă pentru țevi și instrument de răzuire pentru marginile pieselor sudate cu denumirea comună „stripping”. Decaparea diferă ca scop și tip: există aparate de bărbierit (curățarea muchiilor, șanfrenare) și fațade (tăie armătura la adâncimea de lipit) în corpuri cilindrice, există un instrument cu burghie pentru curățarea marginii țevii.
- Fier de lipit pentru țevi din polipropilenă.
- EIP: mănuși groase sau mănuși.
În plus, veți avea nevoie de un instrument general de construcție pentru instalarea clemelor de țevi pe pereți: un perforator, un ciocan, o șurubelniță.
Pregătirea pieselor de prelucrat pentru lipire
Tehnologia de sudare a țevilor din polipropilenă urmată corect este doar 50% din succes. Înainte de a lipi piesele, acestea trebuie pregătite.
Instrucțiunea este destul de simplă și constă din mai multe recomandări:
- Lucrarea începe cu măsurarea lungimii necesare a țevii cu marcarea tăieturii. Bucățile de țevi sunt tăiate în conformitate cu semnele aplicate cu foarfece ascuțite. Pentru comoditatea ordinii de amplasare, de exemplu, în sistemul de încălzire, acestea pot fi marcate cu un marker pentru a nu se confunda.
- Marginile țevilor armate sunt curățate cu o mașină de cusut. Cu acest instrument, stratul superior și metalic al țevii este îndepărtat, altfel folia va distruge în cele din urmă locul de lipire. Țevile armate cu fibră de sticlă nu necesită decupare.

- Marginile țevii și interiorul fitingului sunt degresate cu o soluție de alcool și verificate pentru defecte sau contaminare. Un marker pe țeavă marchează adâncimea inserției sale în fiting. În timpul lipirii, acest semn va servi drept limitator.

După pregătirea tuturor pieselor, puteți porni fierul de lipit și puteți începe să lipiți conducta.
Cum se alege un fier de lipit pentru țevile din polipropilenă și alte unelte
- Pentru o cantitate mică de muncă (reparații de bricolaj), puteți cumpăra cele mai ieftine aparate de lipit - sunt destul de suficiente pentru 2 ... 3 lipitori. Este mai bine să luați tampoane de teflon de înaltă calitate pentru încălzirea pieselor.
- Pentru uz profesional, un model ieftin nu va funcționa. Pentru cantități mari de lipire, este necesară doar o mașină de sudat profesională cu un set mare de tampoane de înaltă calitate.
- Foarfece. Foarfecele profesionale oferă o tăietură aproape dreaptă, perpendiculară, dar sunt scumpe. Este mai bine să le achiziționați pentru țevi cu diametrul de 40 mm, a căror lipire necesită o conformitate maximă cu dimensiunile și calitatea în general. Foarfecele simple ieftine nu dau aproape niciodată un plan ideal - atunci când le folosiți, conducta este tăiată la un unghi de 10 ° ... 15 ° față de tăierea ideală. Pentru diametre mici, acest lucru nu este înfricoșător: țevile cu un diametru mic și un perete subțire se încălzesc suficient de bine, devierea nu afectează lipirea.
- Instrument de decojire. Un instalator profesionist trebuie să-l aibă. Un meșter de casă care lipește țevi de plastic cu un diametru maxim de 25 mm poate face fără ea.
Pregătirea țevilor
Înainte de a începe lucrul, țevile din polipropilenă trebuie tăiate cu atenție folosind o foarfecă specială, un ferăstrău sau un tăietor.
Toate aceste instrumente pot fi folosite pentru tăierea obiectelor goale.
Tăierea trebuie făcută strict în unghi drept.
În caz contrar, la andocare, vor apărea spații goale și acest lucru va duce la o scădere a presiunii în sistem.
Următorul pas este de a curăța conducta de resturi și șanfren din exterior.
Acest lucru se face cu un teșit la un unghi de 30 - 45 de grade. Țevile cu o secțiune transversală mică nu sunt supuse acestei proceduri.
Instalarea țevilor din polipropilenă
Înainte de a instala conducta, marcați locurile de atașare a acesteia, instalați clemele - această operație se efectuează înainte de lipirea țevilor din polipropilenă.
Pregătiți piesele care trebuie lipite:
- Țeava este întotdeauna tăiată cu o marjă pentru zonele de lipire (vezi tabelul) pentru o secțiune specifică. Piesele nu sunt tăiate niciodată dintr-o dată. În timpul lucrului, se acumulează întotdeauna erori de măsurare. Dacă respecti dimensiunile, nu te vei abate prea mult de la dimensiunile planificate, dar poți acumula 1 ... 2 centimetri în plus (atât negativ, cât și pozitiv). Este recomandabil să faceți o marjă în cazul unor abateri locale: în timpul lipirii, configurația sistemului se poate modifica, din cauza căreia se modifică dimensiunile structurii de lipit.
- Părțile pregătite sunt curățate.
- Marcajele sunt aplicate pieselor: marchează adâncimea lipirii pe țeavă (cât de departe va intra țeava în racord) și axa conexiunii - semne orizontale pe ambele elemente, care ar trebui să coincidă în timpul instalării. Marcați întotdeauna piesele - acest lucru simplifică foarte mult munca, mai ales atunci când instalați structuri complexe cu multe rotații.
Cum să lipiți țevile din polipropilenă:
- Pune-ți mănușile.
- Ambele elemente de conectare sunt instalate simultan pe un fier de lipit încălzit și încălzite pentru o anumită perioadă de timp.
- După încălzire, piesele sunt îndepărtate de pe tampoane și conectate prin semne, introducând una în cealaltă. După îndepărtarea pieselor încălzite de pe fierul de lipit pentru conectare și fixare, aveți 1-2 secunde. Lucrați cu încredere și cu atenție pentru a nu vă arde (a se vedea articolul 1).
- Apoi, este necesar să mențineți conexiunea până când se întărește (timp - vezi tabelul).
- Este posibilă lipirea ulterioară cu zona nou sudată după răcirea unității. Dacă nu rezistați la timpul de răcire, atunci este posibilă deformarea pieselor lipite anterior.
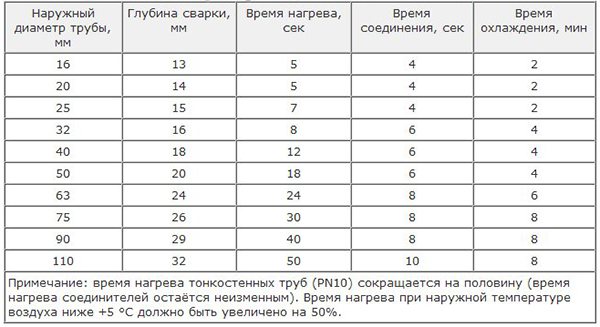
Tabelul 1. Timpul de încălzire, menținere și răcire a țevilor și armăturilor din polipropilenă.
| Diametrul țevii exterioare, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Zona de lipit: distanța de la marginea piesei (tampon de lipit) până la semn, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Timp de încălzire a pieselor, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Timp de reținere a conexiunii, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Timp de răcire (pentru lipirea îmbinărilor adiacente), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
IMPORTANT! Datele de sincronizare pentru diferite materiale pot varia în funcție de puritatea materialului țevii, prezența armăturii și alte aspecte, până la temperatura camerei. Dar aceste abateri sunt vizibile în mod clar doar pe țevile cu diametru mare. Pentru dimensiuni mici, timpul va diferi cu maximum 1 ... 1,5 s. Dacă ceva nu funcționează pentru dvs. sau faceți asta pentru prima dată, atunci puteți cumpăra unele dintre cele mai simple accesorii (cuplaje), puteți tăia niște țevi (mai multe bucăți de 7 ... 10 cm) și verificați cum materialul reacționează la încălzire și conectare.
Caracteristici și sfaturi utile pentru sudarea țevilor din polipropilenă cu propriile mâini pentru începători
Dacă trebuie să reparați o conductă în casa dvs., atunci nu vă grăbiți să vă supărați. Nu este necesar să apelați specialiști pentru ajutor. Sudarea manuală a țevilor din polipropilenă este posibilă dacă respectați anumite reguli și instrucțiuni. Caracteristicile acestui tip de conexiune sunt exprimate în următoarele:
- Cost redus comparativ cu metalul.
- Durată lungă de viață, aproape ca cea a structurilor metalice (unii producători declară durata de viață a produselor lor în câteva decenii).
- Rezistent la coroziune.
- Asamblare rapida. Puteți asambla rapid tuși conducta. Dacă lucrați cu un partener, timpul petrecut la muncă va fi și mai scurt.
- Abilitatea de a „asambla” o conductă pentru un începător fără experiență, respectând doar câteva reguli de bază.
- Polipropilenă ușoară și analogii săi.
În domeniul sudării, termenul „țevi polimerice” se referă la orice țevi realizate din diferite tipuri de materiale plastice: polietilenă, polipropilenă, propilenă și așa mai departe. Ele diferă în ceea ce privește compoziția chimică și metoda de preparare, dar nu există diferențe semnificative în metodele de conectare a acestora.
Mai jos sunt instrucțiuni pentru utilizarea instrumentelor necesare sudării plasticului, este indicat modul de utilizare a unui fier de lipit pentru țevile din polipropilenă, care este tipic lucrului cu polimeri și cu un fier de lipit pentru sudarea plasticului.
Sudarea DIY din polipropilenă: instrumentele de care aveți nevoie pentru a lucra
Înainte de a începe, trebuie să achiziționați următoarele:
Conducta care circulă în imediata apropiere (aproximativ 50 cm sau mai puțin) din surse de căldură, de exemplu, un cazan de încălzire, trebuie să fie metalică. Mai mult, metalul este conectat la polipropilenă prin adaptoare.
Pași de lipit
Înainte de a începe conectarea conductei, vă recomandăm să practicați puțin. Pentru aceasta:
- Realizați țevi de dimensiunea corectă, folosind foarfece de plastic, dacă este necesar.
- Curățați-le de bavuri, praf, murdărie și alte substanțe străine, degresați suprafața marginilor.
- Cu un marker, marcați locul pe care îl veți topi (locul pentru montare acolo), în cazul în care efectuați metoda de cuplare a conexiunii
- Atașați țeava de lipit pe masă. Modul de utilizare a unui fier de lipit pentru țevile din polipropilenă de un anumit model este indicat în instrucțiunile sale.
- Selectați duzele de care aveți nevoie în dimensiune, fixați-le pe mașină pentru sudarea țevilor din PEHD.
- Setați temperatura necesară conform tabelului de mai jos. Temperatura medie de încălzire este de aproximativ 260-270 de grade.
- Când dispozitivul se încălzește (de obicei acest lucru este demonstrat de lămpile stinse după 2-3 minute), trebuie să puneți conducta și armătura pe duze și să țineți timpul necesar conform instrucțiunilor sau conform tabelului de mai jos. Dacă aparatul de sudat pentru produsele HDPE se încălzește mai mult timp, atunci trebuie să suportați mai mult timp. Dacă temperatura camerei este sub +20 grade, timpul de încălzire ar trebui să crească. Cu încălzire insuficientă, veți putea lipi, dar produsul va fi de calitate slabă. Aceleași consecințe vor fi și dacă piesele sunt supraîncălzite. Acest lucru poate fi văzut pe măsură ce piesa devine prea moale.
- Scoateți rapid piesele din atașamente și conectați-le între ele. Facem puțin efort, nu apăsăm puternic sau rotim elementele. Unii profesioniști în sudarea cu mufă permit rotații foarte mici, dar numai în scopul „introducerii” unei părți în alta.
- Așteptați câteva secunde și conexiunea este gata.
- Răciți produsul lăsându-l să se oprească. Aceasta va fi o garanție suplimentară a unui produs de calitate.
Tabelul raportului indicatorilor de timp de lipire în funcție de dimensiunea țevii, conexiunea necesară și timpul de răcire.
| Volumul țevii (vezi) | Timp de încălzire (sec.) | Timp de sudare (sec.) | Timp de răcire după sudare (minute) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4 |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Sudarea DIY din polipropilenă: sfaturi utile
- Dacă în procesul de lucru piesele nu au fost lipite corect, nu va mai fi posibil să le separați. Pentru a remedia un produs de calitate slabă, trebuie să decupați întreaga secțiune cu o cusătură și să faceți una nouă. Dacă lipirea a fost efectuată folosind fitinguri, reutilizarea lor în cazul unui defect nu este permisă, deoarece acestea sunt proiectate pentru o singură utilizare.
- Principalele tipuri de îmbinări din plastic: cap și manșon. În sudarea cap la cap, țevile sunt lipite între ele prin topirea capetelor fiecărui element și prin pătrunderea lor reciprocă. Metoda de cuplare se caracterizează prin faptul că conductele sunt conectate folosind adaptoare speciale - fitinguri.
- Dacă nu urmează să reparați sau să asamblați conducta în mod sistematic, nu este nevoie să cumpărați un fier de lipit. Puteți utiliza serviciile de închiriere sau le puteți împrumuta de la prieteni. Dacă totuși decideți să cumpărați dispozitivul pentru dvs., se recomandă să nu plătiți în exces pentru modelele cu termostat, deoarece de obicei este necesar un singur indicator de temperatură pentru munca obișnuită acasă.
- Când lipiți cu o priză, fitingul este pus mai întâi pe duză, apoi pe țeavă. Trebuie să începeți să numărați timpul când ambele părți sunt puse pe atașamente.
- Nu răciți îmbinarea finită cu apă rece sau aer rece. El trebuie să se răcească singur fără influențe externe.
- Lucrul cu plastic se desfășoară în conformitate cu regulile dacă pe cuplaj se formează un „aflux” nesemnificativ.
- Puteți verifica calitatea îmbinării tăind țeava în jumătate la cusătură. Dacă ați făcut totul corect, atunci cusătura în tăietură ar trebui să fie solidă, uniformă, fără goluri.
Astfel, sudarea personalizată a țevilor din polipropilenă este ușoară dacă respectați unele reguli și o anumită procedură. Pentru începători, principalul avantaj al lucrului cu aceste tipuri de țevi este costul lor redus. Acest lucru vă permite să „luați mâna” înainte de sudarea principală, deoarece vă puteți permite să distrugeți mai multe țevi din polipropilenă. Pentru plastic, nu este nevoie să achiziționați echipamente de protecție suplimentare, nu este nevoie să pregătiți cu atenție locul de muncă. Este suficient pentru a asigura absența străinilor, curățenia și ordinea.
svarkaed.ru
Neterminat și lipit
Re-topirea apare atunci când piesele sunt supraexpuse pe tampoanele de încălzire. Ca rezultat, obținem:
- Reducerea diametrului interior al conductei.
- Deformarea articulației în timpul răcirii, devierea conductei de la orizontală sau verticală.
- Când încercați să stabiliți conexiunea cu mâinile, piesele se pot defila (sunt foarte fierbinți, se răcesc mult timp, nu se lipesc) și, prin urmare, lipirea se poate dovedi a fi de proastă calitate - scurgere.
Supraîncălzirea apare atunci când piesele sunt supraîncălzite. Rezultatele subdozării sunt, de asemenea, negative:
- Piesele nu sunt incluse în conexiune.
- Reîncălzirea poate duce la deformări nedorite ale pieselor, care pot duce la scurgeri.
- Cu o ușoară depășire, apare situația cea mai gravă: piesele intră în îmbinare, dar fără a crea o îmbinare etanșată. Cu o astfel de depășire, conducta intră în armătură, dar nu lin, fără alunecare, cu o ușoară interferență.
Cum se alege temperatura și timpul de încălzire?
Este posibil să lipiți polipropilena la o temperatură de 255-265 ° C, dar 260 ° C este considerat optim. Orice fier de lipit fără controler de temperatură are astfel de parametri. Cu toate acestea, calitatea lipirii este afectată de temperatura ambiantă. Într-o cameră rece cu pauze lungi între lipire, temperatura duzei poate diferi mai puțin decât cea specificată. Soluția constă în creșterea timpului de încălzire cu 1-2 secunde. Reacția inversă are loc în interior cu o temperatură ridicată. Pentru a sudura corect îmbinarea în orice condiții, este mai bine să alegeți un fier de lipit cu un controler de temperatură.
Vă rugăm să rețineți că timpul de încălzire depinde de diametrul conductei. În plus, este important să cunoașteți timpul de conectare și de răcire a îmbinării. Pentru a determina toți acești parametri, există un tabel special. Acestea sunt ghidate de datele sale înainte de a începe să lipească semifabricatele din polipropilenă.
Temperatura de sudare a țevilor din polipropilenă (tabel).
Conectarea țevilor în locuri greu accesibile și sudarea structurilor complexe
Astfel de structuri includ:
- instalarea de ghisee;
- conectarea la încălzitorul de apă;
- distribuirea către consumatorii vecini vecini;
- lipirea în spații închise.
Mai multe detalii:
- Când lipiți țevi la contor, luați în considerare dimensiunile sale: contorul de apă din apartament are o dimensiune mai mare decât conducta. Dacă acceptați mai întâi conductele, atunci va fi dificil să instalați dispozitivul în sine - nu va avea suficient spațiu.
- Încălzitoarele de apă au conducte complexe. În condițiile apartamentelor mici, trebuie să aveți grijă atunci când calculați țevile. Marcați întotdeauna singur zonele în care nu veți putea folosi fierul de lipit - aici va trebui să lipiți conexiunile „pe podea”, apoi reglați-le de-a lungul peretelui și al dispozitivului.
- Dispozitivele din apropiere creează o mulțime de probleme: lipirea este întârziată în timp, deoarece îngrămădirea țevilor interferează cu procesul, timpul de așteptare pentru răcirea îmbinărilor lipite crește. Trebuie să vă gândiți clar la secvența în care veți conecta toate piesele, astfel încât acestea să nu interfereze după lipirea elementelor adiacente.
- Lipirea în condiții înguste necesită mai mult timp pentru a afla cum să ajungeți la îmbinare decât procesul de sudare în sine. Prin urmare, chiar dacă trebuie să lipiți 2 ... 3 noduri, luați în considerare cu atenție toate opțiunile. Este recomandabil să aveți un asistent care să hrănească sau să ridice fierul de lipit.
- Lipirea în caneluri. În punctele de lipit, stroboscopul trebuie lărgit și aprofundat, astfel încât să puteți introduce un fier de lipit în el. Stroboscopul în coturile și îmbinările adiacente ar trebui, de asemenea, să fie mai lat, astfel încât țeava să aibă o rezervă de putere atunci când este îndepărtată din fierul de lipit.
Interesant: care este diferența dintre sudarea țevilor și lipirea
În esență, procesul nu diferă între aceste operațiuni: piesele care trebuie unite sunt încălzite până la punctul în care pot fi lipite împreună și obținerea unei conexiuni etanșe. Un fier de lipit este adesea numit o mașină de sudat - acest lucru este, de asemenea, corect. Însă conceptul de „sudare a țevilor din polipropilenă” este utilizat mai mult pentru brazarea industrială a conductelor cu diametru mare în utilitățile publice (sudarea cap la cap).
Mașinile de lipit mari au o structură ușor diferită. Lucrarea se desfășoară după cum urmează:
- Țevile de sudat sunt plasate într-un dispozitiv de centrare (ghidaj), protejat de un disc special, care asigură planeitatea și paralelismul marginilor de curățat. După îndepărtarea discului, zona de contact este verificată - conductele trebuie să se potrivească perfect.
- Un disc de încălzire este introdus între conducte, părți ale conductei sunt atașate la acesta și încălzite.
- Elementul de încălzire este îndepărtat, conductele sunt aduse una la una și îmbinarea sudată la îmbinare.
- După ce îmbinarea s-a răcit (este necesară expunerea), structura de ghidare este îndepărtată.
stroikadialog.ru
Posibile greșeli făcute de începători
O greșeală obișnuită este intrarea insuficientă a conductei în dispozitivul de fixare.
Acest lucru este plin de formarea de vortexuri, care sunt un punct slab în sistem.
Când o substanță lichidă se deplasează prin conducte, presiunea va scădea.
O altă supraveghere este că, atunci când conectați conducta la cuplaj, nu trebuie să aplicați forță excesivă.
Ca urmare a unor astfel de acțiuni incorecte, se formează o proeminență în interiorul conductei.
Va interfera cu mișcarea normală a substanței de lucru peste obiectul gol.
Dacă doriți să conectați independent țevi din polipropilenă prin sudare, acțiunile dvs. ar trebui să fie cât mai precise.
Deoarece este necesar să se obțină o încălzire optimă și o conexiune rapidă a pieselor (citiți aici cum să conectați țevile HDPE cu propriile mâini).
Orice întârziere este rezultatul deteriorării materialului sau al scurgerii conexiunii.
Urmăriți un videoclip care arată cum să sudați corect țevile din polipropilenă.
Abonați-vă la actualizări prin e-mail:











